![]()
| Documental Research | https://doi.org/10.21041/ra.v15i2.819 |
Estratégias de descarbonização para a indústria global de cimento e betão. O papel dos aditivos químicos para uma transição bem sucedida
Decarbonization strategies for the global cement and concrete industry. Highlighting the role of chemical admixtures for successful transition
Estrategias de descarbonización para la industria mundial del cemento y el hormigón. El papel de los aditivos químicos para el éxito de la transición
1 Prof. Dr., Department of Chemistry, Technical University of Munich, Munich, Germany.
*Autor de contato: johann.plank@tum.de
Recebido: 03/07/2024
Revisado: 27/03/2025
Aceito: 30/04/2025
Publicado: 01/05/2025
| Citar como: Plank, J. (2025), “Estratégias de descarbonização para a indústria global de cimento e betão. O papel dos aditivos químicos para uma transição bem sucedida”, Revista ALCONPAT, 15 (2), pp. 218 – 229, DOI: https://doi.org/10.21041/ra.v15i2.819 |
Resumo
O objetivo deste documento é apresentar as duas principais possibilidades de reduzir a pegada de CO2 do cimento através da substituição do clínquer utilizando SCMs ou da captura e armazenamento de carbono. As propriedades de engenharia das argamassas preparadas a partir de ligantes que contêm SCMs indicam que é possível substituir substancialmente o clínquer, por exemplo, utilizando argila calcinada ou escórias. No entanto, tais propriedades comparáveis só podem ser alcançadas através da aplicação de aditivos químicos adequados (superplastificantes, aceleradores, etc.). A segunda opção, a CCS, permite manter os actuais processos de produção de cimento, mas é dispendiosa e aumenta significativamente o preço do cimento. Para uma aplicação generalizada de SCMs no cimento, são obrigatórios novos aditivos para facilitar uma transição bem sucedida para ligantes com baixo teor de carbono. Este documento compara ambas as alternativas para a redução de CO2 e sugere potenciais soluções para as actuais lacunas tecnológicas.
Palavras-chave: emissão de CO2, captura e armazenamento de carbono (CCS), argila calcinada, escória, superplastificante de poli carboxilato de éter (PCE).
1. INTRODUÇÃO
A indústria da construção foi identificada como o maior setor responsável pela liberação de CO2. Cerca de 40% do total de CO2 antropogênico resulta de materiais de construção e do ambiente construído, incluindo aquecimento, resfriamento e operação (Gholipour et al., 2022). Por exemplo, a produção de cimento contribui em torno de ~ 8% da liberação global de CO2 e fica apenas ligeiramente atrás daquela dos combustíveis fósseis (carvão, petróleo e gás). No processo de clinquerização, cerca de 65% da emissão total de CO2 atribuída à produção de cimento Portland é liberada da decomposição de calcário (CaCO3), e muito menos da queima de combustível. Para melhorar seu equilíbrio ambiental, novos conceitos, como a substituição do clínquer por aglomerantes e materiais reativos que emitem menos CO2, ou o sequestro do CO2 liberado na fábrica de cimento e sua injeção em reservatórios subterrâneos (captura de carbono e armazenamento geológico, CCS), foram propostos (Marchetti, 1977).
Neste artigo, os dois conceitos básicos (substituição de clínquer pelo uso de SCMs e captura de carbono e armazenamento geológico, CCS) serão comparados e os projetos em andamento serão apresentados e analisados com relação às suas características técnicas, econômicas e ecológicas.
2. METODOLOGIA
A eficácia dos aditivos de PCE em aglomerantes de baixo carbono utilizando argila calcinada como SCM ou em aglomerantes ativados por álcalis (sistema AAS) foi avaliada por meio de ensaios de mini-abatimento em pasta para escória ativada por NaOH ou por espalhamento em argamassa para aglomerantes misturados com argila calcinada. Os detalhes são descritos nos parágrafos a seguir:
Teste de mini-abatimento
Um teste de mini-abatimento modificado de acordo com DIN EN 1015 foi aplicado para avaliar a eficácia de dispersão em AAS. A relação a/c selecionada foi 0,50. No experimento, 300 g de escória foram adicionados em um copo de porcelana contendo 4% de NaOH (em peso de escória) pré-dissolvido na respectiva quantidade de água de amassamento. Após 90 s de mistura, uma dosagem de PCE de 0,05% em peso de escória foi adicionada e a pasta foi agitada por mais 150 s usando uma colher. Imediatamente após a preparação, a pasta de escória foi vertida em um cone Vicat (altura 40 mm, diâmetro superior 70 mm, diâmetro inferior 80 mm) colocado em uma placa de vidro e preenchido até a borda. O cone foi removido verticalmente e o diâmetro resultante da pasta de escória foi medido para fornecer o valor do fluxo de espalhamento.
Teste de argamassa
Os ensaios de argamassa foram realizados seguindo a norma DIN EN 196-1. A relação água-aglomerante (a/b) e a relação aglomerante-areia foram fixadas em 0,4 e 3:1, respectivamente. O procedimento de preparação foi o seguinte: 450 g de OPC (ou aglomerante composto OPC/CC) foram adicionados ao copo de mistura contendo 180 g de água contendo diferentes dosagens de PCE dissolvido. Após a adição do aglomerante, o misturador (Toni Technik, Alemanha) foi acionado por 30 s a uma velocidade de mistura de 140 rpm. Em seguida, areia normal de acordo com a norma DIN EN 196-1 foi adicionada à mistura em 30 s, enquanto se agitava de acordo com o protocolo de mistura da norma DIN. Quando a mistura foi concluída, a argamassa foi colocada em um cone Hägermann colocado em uma mesa de espalhamento (FORM + TEST, Alemanha). Após 15 choques, o espalhamento foi medido.
3. ABORDAGENS PARA REDUZIR A PEGADA DE CO2 DO CIMENTO
Estima-se que a indústria global de cimento libere cerca de 3,2 bilhões de toneladas de CO2 anualmente, o que corresponde a cerca de 8% da emissão atual de gases de efeito estufa (GEE) de ~ 41 bilhões de toneladas em 2021.
Para a indústria, existem duas soluções principais que permitem reduzir sua pegada de carbono:
1) Reduzir a taxa de clínquer (teor) no cimento por meio da incorporação de materiais cimentícios suplementares (SCMs), como cinzas volantes, escória granulada de alto-forno moída (GGBFS), argila calcinada, cinzas de casca de arroz, cinzas inferiores, biochar, rejeitos de mineração, ganga de carvão, lama vermelha, resíduos de lítio, etc. ou,
2) Captura de carbono e armazenamento geológico (CCS) de CO₂ por meio do sequestro do CO₂ do fluxo de gás que sai do forno rotativo, compressão subsequente para um fluido supercrítico, transporte para um local de armazenamento (por exemplo, poços de petróleo esgotados, aquíferos salinos, leitos de carvão etc.) e injeção subterrânea.
As vantagens e desvantagens específicas de cada direção são ilustradas na Figura 1. É importante notar que, de uma perspectiva global, a primeira opção, que envolve o uso generalizado de SCMs, pode ser implementada muito mais rapidamente do que a CCS. Este é um argumento importante a favor deste conceito, pois o aquecimento global só pode ser controlado a um nível aceitável se um progresso significativo em relação à redução de CO₂ for alcançado muito em breve.
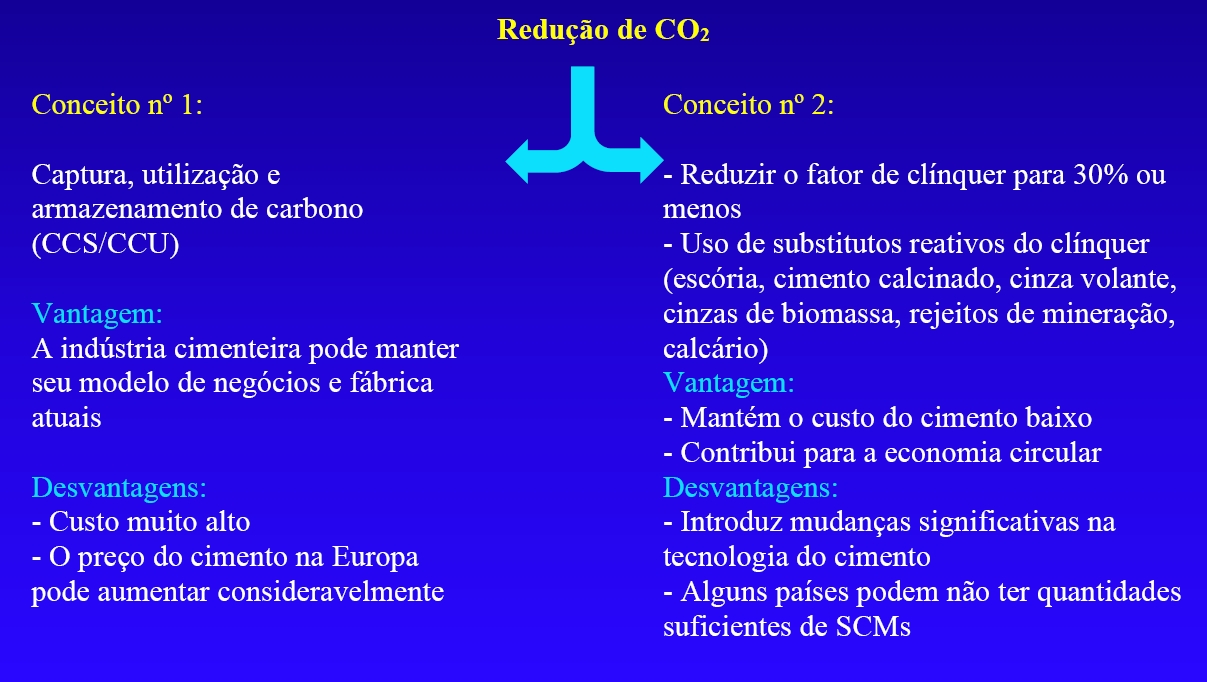
Figura 1. Ilustração dos prós e contras das duas principais opções disponíveis para a indústria do cimento reduzir suas emissões de carbono.
4. REDUÇÃO DE CO₂ ATRAVÉS DO USO DE SCMS
A seguir, são apresentadas em detalhes diversas opções para reduzir a pegada de CO₂ do cimento, com foco em argila calcinada e escória, porque elas estão mais amplamente disponíveis globalmente e sua implementação imediata parece ser mais viável em comparação a SCMs alternativos, como cinzas inferiores, biochar, rejeitos de mineração etc.
4.1. Tipos existentes de cimentos compósitos de baixo carbono
A indústria da construção civil já começou a migrar do cimento Portland comum (CPO), com 95% de clínquer (o que resulta em aproximadamente 825 kg de CO2 liberados por tonelada de cimento), para cimentos compostos com teores de clínquer substancialmente reduzidos (ver Tabela 1) (Möller, 2020). Esses números demonstram que cimentos "verdes" de baixo carbono são de fato possíveis.
Tabela 1. Emissão de CO2 de tipos comuns de cimentos usados na Alemanha.
| Tipo de cimento * | Teor de clínquer | CO2 emissão [kg/ton] |
| CEM I | 95% | 817 |
| CEM II/A | 90% | 635 |
| CEM II/B | 65% | 516 |
| CEM II/C–M | 50% | 397 |
| CEM III/A | 35% | 178 |
| CEM III/B | 20% | 159 |
* Composição destes cimentos conforme DIN EN 1045 (edição 2013).
Para facilitar esses baixos teores de clínquer, são utilizados materiais cimentícios suplementares (SCMs), incluindo cinzas volantes, GGBS (escória), xisto betuminoso queimado (uma especialidade na Alemanha) e – mais recentemente – argilas calcinadas, juntamente com maiores teores de calcário. De acordo com a Tabela 1, uma redução do teor de clínquer para 50% ou menos é necessária para reduzir pela metade as emissões de CO2 do cimento, o que é necessário para atingir a neutralidade climática (= emissão líquida zero de CO2). Portanto, um "cimento verde" que apresente efeito neutro sobre o clima deve ter como objetivo essa redução substancial em seu teor de clínquer.
Cinzas volantes e escórias (subprodutos de usinas termelétricas a carvão e da indústria siderúrgica), os SCMs mais utilizados, podem desaparecer na Europa e em outros lugares nas próximas décadas, devido à redução da queima de carvão para geração de eletricidade e à conversão de siderúrgicas para a tecnologia de hidrogênio. Consequentemente, outros materiais substitutos serão necessários, conforme descrito nas seções a seguir.
4.2. Cimentos compostos de argila calcinada
Da perspectiva atual, parece que a substituição do clínquer prevalecerá como o caminho mais rápido e viável para a indústria do cimento.
Argilas e escórias termicamente ativadas (calcinadas) apresentam as principais opções realistas para a substituição do clínquer em larga escala. Argilas (aluminossilicatos) são onipresentes e, portanto, disponíveis globalmente em quantidades praticamente ilimitadas. Em um forno rotativo ou calcinador instantâneo, elas primeiro desidratam e depois desidroxilam parcial ou completamente. O grau de desidroxilação depende da temperatura de calcinação e do tipo de argila e comumente se situa entre 700 e 850 °C. Quando misturadas com clínquer de cimento, as argilas calcinadas reagem com Ca(OH)2. para formar CASH, um produto cristalino semelhante ao CSH desenvolvido quando o OPC é hidratado.
Recentemente, um cimento misturado com argila calcinada e calcário foi denominado LC3 (Li et al., 2021), que contém 50% de clínquer, 30% de argila calcinada, 15% de calcário e 5% de gesso. Este cimento apresenta uma pegada de CO₂ de aproximadamente 580 kg de CO₂ / ton e pode desenvolver resistências iniciais (1 dia) comparáveis às do OPC, se for utilizada argila bruta com ≥ 40% de caulim na calcinação.
Os problemas dos cimentos misturados com argila calcinada incluem alta demanda de água, portanto, maiores dosagens de superplastificante e, em particular, dificuldades para obter retenção prolongada de abatimento no concreto, conforme demonstrado na Figura 2. Conforme mostrado ali, em maiores teores de argila calcinada (por exemplo, OPC/CC 70:30% em peso/peso), um tipo de mistura pronta padronizada hexa polietilenoglicol (HPEG) PCE não pode proporcionar retenção de trabalhabilidade suficientemente longa.
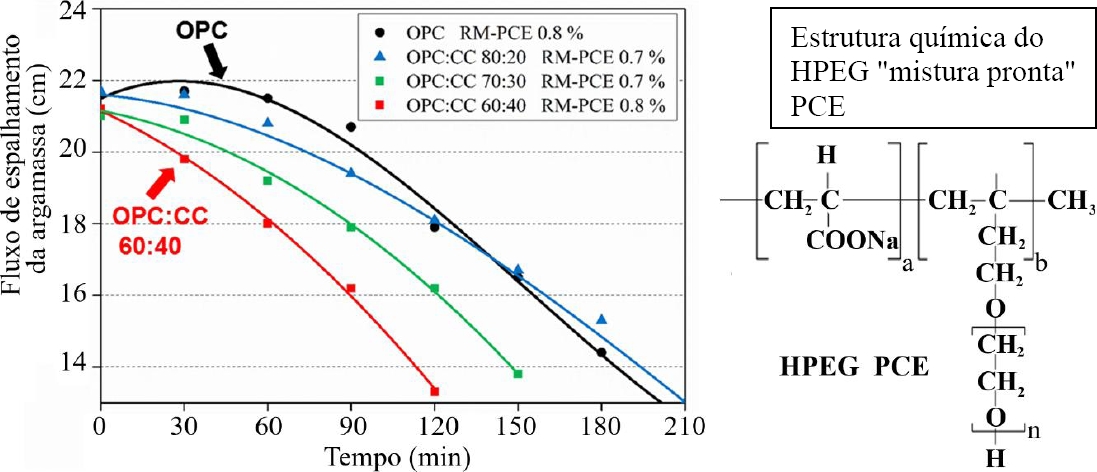
Figura 2. Retenção de abatimento fornecida por um PCE HPEG industrial pronto para uso em misturas OPC e OPC/CC puros; OPC: CEM I 42,5 R; argila calcinada contendo ~ 50% em peso de metacaulim; relação a/b = 0,4; estrutura química de um PCE comum de retenção de abatimento (“mistura pronta”).
Como os policarboxilatos comuns de retenção de abatimento (PCEs) falham em sistemas especialmente preparados a partir de argila com alto teor de caulim, como no LC 3 (Conte e Plank, 2019), a necessidade de identificar polímeros mais adequados para esses sistemas é óbvia.
Como solução, uma nova tecnologia de PCE foi desenvolvida e apresentada. Uma dessas soluções, baseada na combinação de três PCEs diferentes, um dos quais baseado na inovadora " intelligent cluster technology " (ICT), é ilustrada na Figura 3. Nela, é demonstrado que esse PCE projetado sob medida pode proporcionar mais de 3 horas de retenção de abatimento, enquanto um PCE HPEG pré-misturado convencional mantém a consistência por apenas 1 hora e, em seguida, a consistência diminui rapidamente, resultando em perda total da trabalhabilidade.
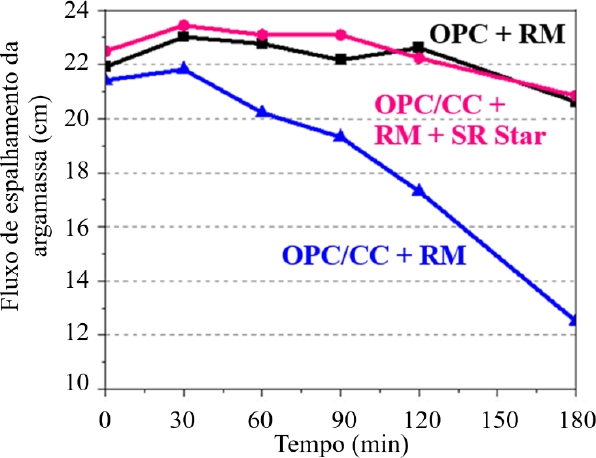
Figura 3. Retenção de abatimento de uma nova tecnologia de PCE ("SR Star") em comparação a um PCE HPEG convencional pronto para uso em mistura de OPC e OPC/CC; argamassa: mistura de OPC/CC 70:30% p/p; argila calcinada contendo 50% p/p de metacaulim; relação a/c = 0,5.
4.3. Cimentos Compostos à Base de Escória
A escória de alto-forno da indústria siderúrgica (EBGF) representa outro potencial substituto para o clínquer. Em taxas mais elevadas de substituição de clínquer, a ativação da escória com um composto alcalino (NaOH, Na2SiO3, Na2CO3 ou Na2SO4) torna-se necessária para promover a cinética de hidratação e o desenvolvimento precoce da resistência. No entanto, em alguns países (por exemplo, na Europa), a disponibilidade futura da escória parece incerta, visto que a indústria siderúrgica já está experimentando a tecnologia do hidrogênio para abandonar o uso do carvão e a emissão concomitante de CO2.
Entre os aglomerantes de AAS, distinguem-se os sistemas de uma e duas partes . No sistema de uma parte, o aglomerante de AAS é misturado a seco com o ativador (por exemplo, pó de Na₂SiO₃, Na₂CO₃ ou Na₂SO₃), enquanto no sistema de duas partes, um ativador líquido (por exemplo, solução aquosa de NaOH, KOH ou Na₂SiO₃) é adicionado ao aglomerante. Em geral, a indústria prefere os sistemas de uma parte, simplesmente devido à facilidade de manuseio.
4.3.1. Superplastificantes para Cimentos Compósitos de Escória Ativada por Álcalis
Um problema comum dos cimentos de escória ativada por álcalis envolve a baixa eficácia do superplastificante PCE nesses aglomerantes. A razão é a baixa solubilidade e a aglomeração/precipitação desses polímeros nas soluções ativadoras, que em sua maioria apresentam solventes cosmotrópicos.
Conte e Plank foram os primeiros a identificar um copolímero de anidrido maleico-APEG PCE com uma cadeia lateral curta e alto peso molecular como um agente dispersante muito eficaz para AAS ativado por NaOH, enquanto os MPEG PCEs convencionais não conseguiam fornecer nenhuma dispersão (ver Figura 4 (a)) (Conte e Plank, 2019). Mais recentemente, outro grupo sintetizou uma série de polímeros AA-HPEG PCE estruturalmente diferentes, possuindo diferentes anionicidades e comprimentos de cadeia lateral (Lei e Chan, 2020). Esses autores concluíram que os HPEG PCEs altamente aniônicos com cadeias laterais curtas exibem poder de dispersão superior em AAS (Figura 4 (b)). O estudo também descobriu que esses HPEG PCEs altamente aniônicos adsorveram mais fortemente na superfície de partículas de escória em comparação com OPC, o que pode contribuir para seu poder de dispersão superior.
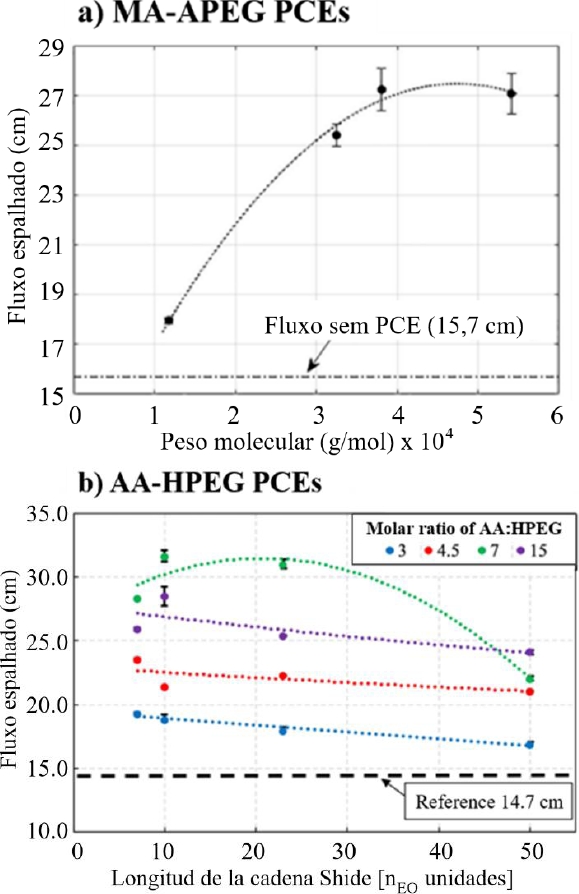
Figura 4. (a) Eficácia de dispersão de PCEs MA-APEG em escória ativada por NaOH em função do peso molecular; relação a/c = 0,5, dosagens de PCE: 0,03% bwos; (b) eficácia de copolímeros de PCE AA-HPEG em função do comprimento de sua cadeia lateral; relação a/c = 0,5; dosagens de PCE: 0,05% bwos.
Em um estudo subsequente, um grupo investigou o efeito do peso molecular de superplastificantes policarboxilatos à base de éter isoprenol (IPEG) em sua capacidade de dispersar aglomerantes de escória ativados por NaOH e cimentos compostos de escória (Li et al., 2023). O estudo elucidou que a capacidade de dispersão dos polímeros de PCE nos aglomerantes de AAS variou significativamente, e que aqueles com pesos moleculares mais altos foram geralmente mais eficazes. As investigações também revelaram que um requisito fundamental para a eficácia de um PCE no aglomerante de AAS era a solubilidade na solução ativadora, que permite a adsorção nas partículas de escória.
Ainda mais eficazes do que esses PCEs otimizados são as novas estruturas de PCE que possuem caráter zwitteriônico (ou seja, contêm uma unidade catiônica além do ácido carboxílico insaturado e do macromonômero), de acordo com alguns autores (Plank e Zhang, 2023). Os resultados iniciais sugerem que elas funcionam bem até mesmo em aglomerantes de AAS ativados por Na₂SO₂, e que o tipo de monômero catiônico é crucial para sua eficácia geral, que se relaciona não apenas à trabalhabilidade e à retenção de abatimento, mas também à resistência inicial, ao comportamento de fluxo (concreto "não pegajoso"), ao tempo em vazio a partir do funil em V, etc. Mais detalhes sobre esta nova química serão publicados em breve.
Por fim, vale mencionar que o calcário também pode ser usado para substituir o clínquer em quantidades modestas, sem perda de desempenho. Essa substituição representa uma opção alternativa, devido à emissão quase nula de CO₂ na recuperação do calcário, ao custo baixíssimo e à abundante disponibilidade de calcário.
4.3.2. Aceleradores para Cimentos Compósitos de Escória Ativada por Álcalis
Semelhante às argilas calcinadas, os aglomerantes AAS também podem apresentar desenvolvimento lento de resistência inicial, devido à sua reatividade moderada, mesmo na presença de ativadores. Duas soluções para esse problema estão atualmente disponíveis:
- Reduza a relação agua/escória para valores iguais ou inferiores a 0,3; nesse caso, será alcançada uma resistência suficientemente alta. No entanto, é necessário o uso de um superplastificante de PCE extremamente eficiente para atingir uma trabalhabilidade aceitável.
- Alternativamente, um novo acelerador já está disponível, baseado em OPC hidratado em um enorme excesso de PCE, formando cristais nanométricos de Portlandita e etringita. Além disso, este acelerador contém uma quantidade significativa de Na₂CO₂. Foi demonstrado que este acelerador é altamente eficaz em AAS e outros aglomerantes dominados por SCM.
Mais uma vez, esses exemplos demonstram que a engenharia de mistura alvo pode resolver os problemas específicos desses aglomerantes “verdes” de baixo carbono.
4.4. SCMs de materiais residuais
Uma nova tendência significativa na tecnologia de SCM é a valorização de resíduos como ganga de carvão, lama vermelha da mineração de bauxita, escória de carboneto, resíduos de gesso fosfórico, biochar e diversos tipos de cinza inferiores do incinerador (Chang e Wey, 2006; Senadheera et al., 2023). Esses resíduos contêm quantidades significativas de argilas ou minerais de argila que, após calcinação, podem ser transformados em um SCM reativo quando combinados com clínquer. Alternativamente, eles já apresentam essa reatividade se forem provenientes de processos de alta temperatura, como é o caso da escória calcinada. Geralmente, sua reatividade pode ser avaliada usando o teste R3 (Avet et al., 2016).
A utilização desses materiais residuais é altamente favorável, porque não apenas conserva recursos naturais como a argila comum, mas também contribui significativamente para uma economia circular.
4.5. Captura e Armazenamento de Carbono (CAC)
Outra via explorada pela indústria do cimento é a captura de CO2 do fluxo de gases de escape, comprimi-lo até CO₂ supercrítico e injetá-lo em locais de armazenamento geológico, como campos de petróleo esgotados (Marchetti, 1977). O princípio da CCS é ilustrado na Figura 5. Como exemplo, a Heidelberg Materials planeja sequestrar 400.000 toneladas de CO₂ anualmente de sua fábrica de Brevik, na Noruega, e injetá-lo na costa norueguesa, reduzindo assim sua emissão de CO₂ em 50% e se tornando uma fábrica de cimento climaticamente neutra. Outras empresas, incluindo Lehigh Cement (Canadá), Dalmia Cement (Índia), Anhui Conch (China) e Taiwan Cement, anunciaram abordagens semelhantes.
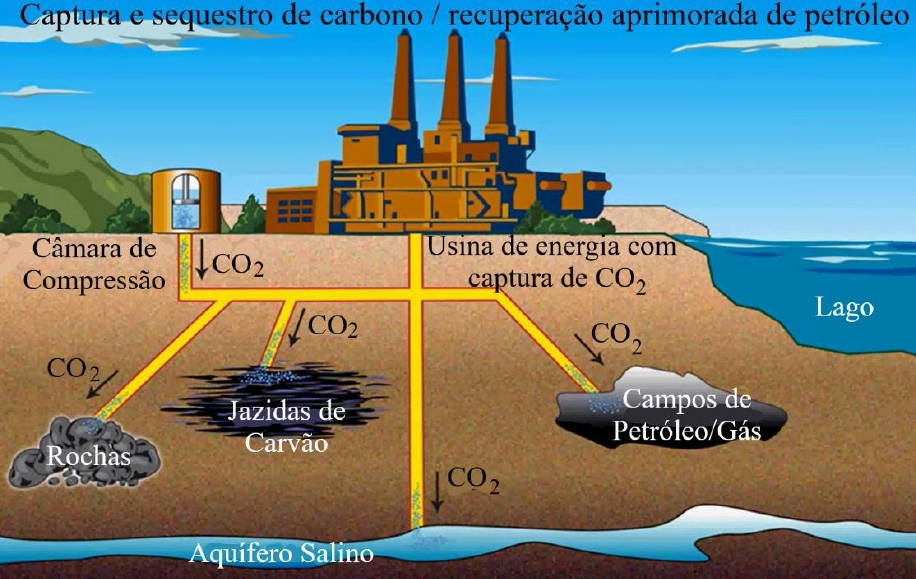
Figura 5. Ilustração do princípio de captura e armazenamento subterrâneo de CO2 (CCS) em campos de petróleo ou gás esgotados, camadas de carvão ou aquíferos salinos.
Os problemas técnicos associados à CCS incluem o sequestro eficaz de CO₂ do fluxo de ar de exaustão por meio da tecnologia de aminas ou membranas. A dificuldade reside no teor relativamente baixo de CO₂ dos gases de exaustão (~ 25%) do forno rotativo. O uso de oxigênio puro para a queima do forno (o processo "oxicombustível") ou a separação da descarbonização do calcário do processo de clinquerização (o conceito "LEILAC") apresentam duas soluções potenciais.
Embora a CCS possa se tornar extremamente importante para outras indústrias, ainda é preciso verificar se ela desempenhará um papel importante na indústria global de cimento, simplesmente devido ao seu alto custo percebido. Em particular, considerando que a substituição do clínquer por materiais cimentícios suplementares (MCS) oferece uma alternativa viável para reduzir consideravelmente as emissões de CO2 do cimento.
Outro aspecto inclui o transporte de grandes volumes de CO₂ para o local de injeção. Para isso, é necessário investir em uma rede de oleodutos ampliada e, por fim, identificar reservatórios geológicos de armazenamento adequados. Atualmente, a maioria dos projetos em andamento ou com início previsto envolve reservatórios de petróleo e gás offshore esgotados ou aquíferos salinos. Grandes empresas petrolíferas, como a Equinor, na Noruega, ou a Wintershall, na Alemanha, estão trabalhando intensamente nesses projetos.
Um problema menos reconhecido do CCS é apresentado pelo fato de que o cimento Portland convencional, que foi usado como cimento antigo ou será aplicado na cimentação de novos furos de sondagem, não é resistente ao CO2, portanto, sua qualidade de vedação a longo prazo está em questão (Onan, 1984). Estudos demonstraram que uma mistura de cimento de aluminato de cálcio e polifosfato (o chamado "cimento CAP") pode suportar com sucesso o CO2 supercrítico mesmo sob as duras condições de furo de sondagem de temperatura e pressão elevadas (Sugama e Carciello, 1992). Outros sistemas de vedação alternativos incluem cimentos de resina epóxi (Plank, 2022) ou cimentos contendo aditivos minerais como γ-C2S (Yoshioka et al., 2013), olivina ou serpentina (ambos são silicatos de magnésio) que podem capturar CO2 por meio de uma reação química e ligá-lo na forma de produtos de carbonatação (Olsson et al., 2012).
5. CONCLUSÕES
Pode-se presumir que, nos próximos 20 anos, ocorrerá uma transição significativa e irreversível da indústria cimenteira global para os dois caminhos apontados acima. Ambos os conceitos oferecem o potencial para alcançar a neutralidade climática (“emissão líquida zero”). Atualmente, a opção de reduzir radicalmente o teor de clínquer no cimento parece ser mais econômica e possivelmente mais rápida de ser alcançada. Sua desvantagem é que aditivos químicos inteiramente novos são necessários para atingir trabalhabilidade e resistência inicial suficientes. Em contraste, o conceito de CCS sofre com custos de investimento extremamente altos na reestruturação da planta e na construção de infraestrutura de transporte de CO2. As estimativas atuais são de que um custo de 50 a 100 €/tonelada de CO2 ocorrerá para CCS, e custos adicionais incorrerão para o sequestro de CO2 na planta de cimento, adicionando assim um ônus de custo muito substancial ao cimento.
O futuro dirá qual conceito prevalecerá em um ambiente de livre mercado. Além disso, a disponibilidade em larga escala de SCMs adequados desempenhará um papel fundamental, bem como o progresso no projeto de novos aditivos químicos adaptados a esses novos aglutinantes "verdes" de baixo carbono. A disponibilidade de tais aditivos com base na engenharia molecular direcionada será fundamental para uma transição bem-sucedida para aglomerantes de baixo carbono.
6. REFERÊNCIAS
Avet, F., Snellings, R., Diaz, A. A., Haha, M. B., Scrivener, K. (2016) Development of a new rapid, relevant and reliable (R3) test method to evaluate the pozzolanic reactivity of calcined kaolinitic clays. Cement and Concrete Research, 85, 1-11,https://doi.org/10.1016/j.cemconres.2016.02.015.
Chang, F.-Y., Wey, M.-Y. (2006), Comparison of the characteristics of bottom and fly ashes generated from various incineration processes. Journal of Hazardous Materials, 138(3), 594-603. https://doi.org/10.1016/j.jhazmat.2006.05.099
Conte, T., Plank, J. (2019), Impact of molecular structure and composition of polycarboxylate comb polymers on the flow properties of alkali-activated slag. Cement and Concrete Research 116: 95-101. https://doi.org/10.1016/j.cemconres.2018.11.014
Gholipour, H. F., Arjomandi, A., Yam, S. (2022), Green property finance and CO2 emissions in the building industry. Global Finance Journal, 51, 100696. https://doi.org/10.1016/j.gfj.2021.100696
Lei, L., Chan, H. -K. (2020), Investigation into the molecular design and plasticizing effectiveness of HPEG-based polycarboxylate superplasticizers in alkali-activated slag. Cement and Concrete Research 136: 106150. https://doi.org/10.1016/j.cemconres.2020.106150
Li, R., Chen, W. -C., Lei, L., Plank, J. (2023), Dispersing Efficacy of Tailored IPEG PCEs in AAS Binders: Elucidating the Impact of PCE Molecular Weight. Industrial & Engineering Chemistry Research. https://doi.org/10.1021/acs.iecr.2c03820
Li, R., Lei, L., Sui, T., Plank, J. (2021), Approaches to achieve fluidity retention in low-carbon calcined clay blended cements. Journal of Cleaner Production, 311, 127770. https://doi.org/10.1016/j.jclepro.2021.127770
Marchetti, C. (1977), On geoengineering and the CO2 problem. Climate change, 1(1), 59 - 68. https://doi.org/10.1007/BF00162777
Möller, H. (2020), Möglichkeiten und Grenzen CO2-armer Zementproduktion. BETON, 10, 392–398.
Olsson, J., Bovet, N., Makovicky, E., Bechgaard, K., Balogh, Z., Stipp, S. L. S. (2012), Olivine reactivity with CO2 and H2O on a microscale: Implications for carbon sequestration. Geochimica et Cosmochimica Acta, Vol. 77, p. 86-97. https://doi.org/10.1016/j.gca.2011.11.001
Onan, D.D. (1984), Effects of Supercritical Carbon Dioxide on Well Cements. Permian Basin Oil & Gas Recovery Conference, Midland, Texas. March 8, 1984. SPE-12593.
Plank, J. (2022), Cements for Carbon Capture Wells. ACS Symposium Series: “Energy transition – climate action and circularity”, 29 August 2022, Vol. 1412, Chapter 8, p. 369 – 410.
Plank, J., Zhang, L. (2023), Effectiveness of zwitterionic superplasticizers in Na2SO4-activated AAS binders. Unpublished work.
Senadheera, S. S., Gupta, S., Kua, H. W., Hou, D., Kim, S., Tsang, D. C.W., Ok, Y. S. (2023) Application of biochar in concrete – A review, Cement and Concrete Composites, 143, 105204. https://doi.org/10.1016/j.cemconcomp.2023.105204.
Sugama, T., Carciello, N. R. (1992), Carbonation of hydrothermally treated phosphate-bonded calcium aluminate cements. Cement and Concrete Research, 22(5), p. 783-792. https://doi.org/10.1016/0008-8846(92)90102-2
Yoshioka, K., Obata, D., Nanjo, H., Yokozeki, K., Torichigai, T., Morioka, M., Higuchi, T. (2013), New ecological concrete that reduces CO2 emissions below zero level - new method for CO2 capture and storage. Energy Procedia, 37, p. 6018-6025. https://doi.org/10.1016/j.egypro.2013.06.530