![]()
| Documental Research | https://doi.org/10.21041/ra.v15i2.819 |
Estrategias de descarbonización para la industria mundial del cemento y el hormigón. El papel de los aditivos químicos para el éxito de la transición
Decarbonization strategies for the global cement and concrete industry. Highlighting the role of chemical admixtures for successful transition
Estratégias de descarbonização para a indústria global de cimento e betão. O papel dos aditivos químicos para uma transição bem sucedida
1 Prof. Dr., Department of Chemistry, Technical University of Munich, Munich, Germany.
*Autor de contacto: johann.plank@tum.de
Recibido: 03/07/2024
Revisado: 27/03/2025
Aceptado: 30/04/2025
Publicado: 01/05/2025
| Citar como: Plank, J. (2025), “Estrategias de descarbonización para la industria mundial del cemento y el hormigón. El papel de los aditivos químicos para el éxito de la transición”, Revista ALCONPAT, 15 (2), pp. 218 – 229, DOI: https://doi.org/10.21041/ra.v15i2.819 |
Resumen
El objetivo de este artículo es presentar las dos principales posibilidades de reducir la huella de CO2 del cemento mediante la sustitución del clínker por materiales cementicios suplementarios (SCMs) o la captura y almacenamiento de carbono (CCS). Las propiedades técnicas del mortero preparado a partir de ligantes que contienen SCMs indican que es posible sustituir en gran medida el clínker, por ejemplo, utilizando arcilla calcinada o escoria. Sin embargo, estas propiedades comparables sólo pueden conseguirse aplicando aditivos químicos adecuados (superplastificantes, aceleradores, etc.). La segunda opción, los CCS, permite mantener los procesos actuales de producción de cemento, pero es cara y aumenta significativamente el precio del cemento. Para una aplicación generalizada de los SCMs en el cemento, es obligatorio utilizar aditivos novedosos que faciliten una transición satisfactoria a ligantes bajos en carbono. En este artículo se comparan ambas alternativas para la reducción de CO2 y se sugieren posibles soluciones para las lagunas tecnológicas existentes.
Palabras clave: emisión de CO2, captura y almacenamiento de carbono (CCS), arcilla calcinada, escoria, superplastificante de poli carboxilato de éter (PCE).
1. INTRODUCCIÓN
La industria de la construcción ha sido identificada como el mayor sector responsable de la liberación de CO2. Alrededor del 40% del CO2 antropogénico total proviene de los materiales de construcción y el entorno construido, incluida la calefacción, la refrigeración y el funcionamiento (Gholipour et al., 2022). Por ejemplo, la producción de cemento contribuye con alrededor de ~8% de la liberación mundial de CO2 y está solo ligeramente por detrás de la de los combustibles fósiles (carbón, petróleo y gas). En el proceso de clinkerización, alrededor del 65% de la emisión total de CO2 atribuida a la producción de cemento Portland se libera de la descomposición de la piedra caliza (CaCO3), y mucho menos de la quema de combustible. Para mejorar su equilibrio ambiental, se han propuesto nuevos conceptos, como la sustitución del clínker por aglutinantes y materiales reactivos que emiten menos CO2, o el secuestro del CO2 liberado en la planta de cemento y su inyección en yacimientos subterráneos (captura y almacenamiento geológico de carbono, CCS) (Marchetti, 1977).
En este artículo, se compararán los dos conceptos básicos (sustitución del clínker por el uso de SCM y captura y almacenamiento geológico de carbono, CAC) y se presentarán y analizarán los proyectos en curso con respecto a sus características técnicas, económicas y ecológicas.
2. METODOLOGÍA
La eficacia de los aditivos PCE en aglutinantes bajos en carbono que utilizan arcilla calcinada como SCM o en aglutinantes activados por álcali (sistema AAS) se evaluó mediante ensayos de mini-asentamiento en pasta para escoria activada por NaOH o esparciendo en mortero para aglutinantes mezclados con arcilla calcinada. Los detalles se describen en los siguientes párrafos:
Prueba de mini-reducción
Se aplicó una prueba de minireducción modificada según DIN EN 1015 para evaluar la eficacia de la dispersión en AAS. La relación a/c seleccionada fue de 0,50. En el experimento, se agregaron 300 g de escoria a una taza de porcelana que contenía un 4% de NaOH (en peso de escoria) predisuelta en la cantidad respectiva de agua de amasado. Después de 90 s de mezcla, se agregó una dosis de PCE del 0,05% en peso de escoria y se agitó la suspensión durante otros 150 s con una cuchara. Inmediatamente después de la preparación, la pasta de escoria se vertió en un cono Vicat (altura 40 mm, diámetro superior 70 mm, diámetro inferior 80 mm) colocado en una placa de vidrio y llenado hasta el borde. El cono se eliminó verticalmente y se midió el diámetro resultante de la lechada de escoria para proporcionar el valor del flujo de dispersión.
Pruebas de mortero
Las pruebas de mortero se llevaron a cabo de acuerdo con la norma DIN EN 196-1. La relación agua-ligante (a/b) y la relación ligante-arena se fijaron en 0,4 y 3:1, respectivamente. El procedimiento de preparación fue el siguiente: se agregaron 450 g de OPC (o aglutinante compuesto OPC / CC) al vaso de precipitados mezclador que contenía 180 g de agua que contenía diferentes dosis de PCE disuelto. Después de la adición del aglutinante, la mezcladora (Toni Technik, Alemania) se accionó durante 30 s a una velocidad de mezcla de 140 rpm. A continuación, se añadió a la mezcla arena normal según la norma DIN EN 196-1 en 30 s, mientras se agitaba según el protocolo de mezcla de la norma DIN. Una vez finalizada la mezcla, el mortero se colocó en un cono Hägermann colocado sobre una mesa de esparcimiento (FORM+TEST, Alemania). Después de 15 choques, se midió la dispersión.
3. ENFOQUES PARA REDUCIR LA HUELLA DE CO2 DEL CEMENTO
Se estima que la industria mundial del cemento libera alrededor de 3.2 mil millones de toneladas de CO2 al año, lo que corresponde a alrededor del 8% de la emisión actual de gases de efecto invernadero (GEI) de ~ 41 mil millones de toneladas en 2021.
Para la industria, existen dos soluciones principales que le permiten reducir su huella de carbono:
1) Reducir la proporción de clínker (grado) en el cemento mediante la incorporación de materiales cementosos suplementarios (SCM) como cenizas volantes, escoria granular de alto horno molido (GGBFS), arcilla calcinada, ceniza de cáscara de arroz, cenizas de fondo, biocarbón, relaves mineros, ganga de carbón, lodo rojo, desechos de litio, etc. o,
2) Captura de carbono y almacenamiento geológico (CCS) de CO₂ mediante el secuestro de CO₂ de la corriente de gas que sale del horno rotatorio, la posterior compresión a un fluido supercrítico, el transporte a un sitio de almacenamiento (por ejemplo, pozos de petróleo agotados, acuíferos salinos, lechos de carbón, etc.) y la inyección subterránea.
Las ventajas y desventajas específicas de cada dirección se ilustran en la Figura 1. Es importante señalar que, desde una perspectiva global, la primera opción, que implica el uso generalizado de SCM, se puede implementar mucho más rápidamente que la CAC. Este es un argumento importante a favor de este concepto, ya que el calentamiento global solo puede controlarse a un nivel aceptable si se logra un progreso significativo hacia la reducción de CO₂ muy pronto.
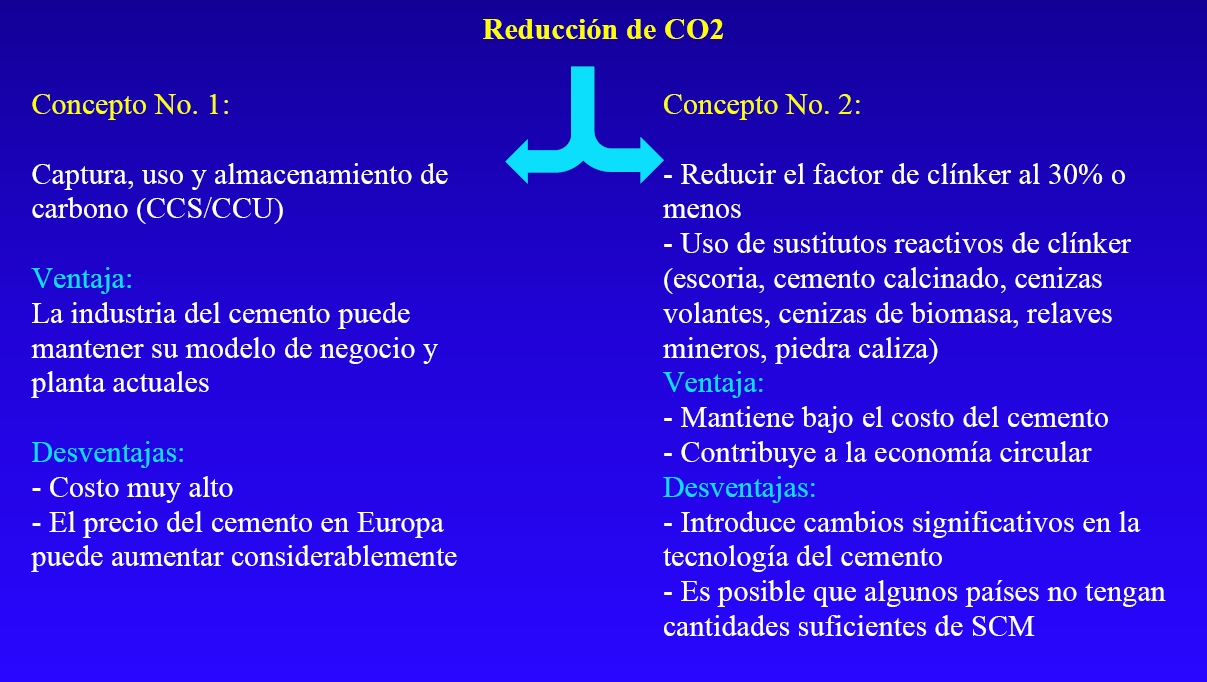
Figura 1. Ilustración de los pros y los contras de las dos principales opciones de las que dispone la industria cementera para reducir sus emisiones de carbono.
4. REDUCCIÓN DE CO₂ MEDIANTE EL USO DE SCMS
A continuación, se presentan en detalle varias opciones para reducir la huella de CO₂ del cemento, con un enfoque en la arcilla calcinada y la escoria, porque están más disponibles a nivel mundial y su implementación inmediata parece ser más factible en comparación con los SCM alternativos, como cenizas de fondo, biocarbón, relaves mineros, etc.
4.1. Tipos existentes de cimentos compósitos de baixo carbono
La industria de la construcción ya ha comenzado a migrar del cemento Portland regular (CPO), con un 95% de clínker (lo que resulta en aproximadamente 825 kg de CO2 liberado por tonelada de cemento), a cementos compuestos con contenidos de clínker sustancialmente reducidos (ver Tabla 1) (Möller, 2020). Estas cifras demuestran que los cementos "verdes" bajos en carbono son realmente posibles.
Tabla 1. Emisiones de CO2 de los tipos comunes de cemento utilizados en Alemania.
| Tipo de cemento* | Contenido de escoria | Emisión de CO2 [kg/tonelada] |
| CEM I | 95% | 817 |
| CEM II/A | 90% | 635 |
| EMC II/B | 65% | 516 |
| EMC II/C-M | 50% | 397 |
| CEM III/A | 35% | 178 |
| EMC III/B | 20% | 159 |
* Composición de estos cementos según DIN EN 1045 (edición 2013).
Para facilitar estos bajos contenidos de clínker, se utilizan materiales cementosos suplementarios (SCM), que incluyen cenizas volantes, GGBS (escoria), esquisto bituminoso quemado (una especialidad en Alemania) y, más recientemente, arcillas calcinadas, junto con un mayor contenido de piedra caliza. Según la Tabla 1, es necesaria una reducción del contenido de clínker al 50% o menos para reducir a la mitad las emisiones de CO2 del cemento, lo cual es necesario para lograr la neutralidad climática (= cero emisiones netas de CO2). Por lo tanto, un "cemento verde" que tenga un efecto neutro sobre el clima debe apuntar a esta reducción sustancial en su contenido de clínker.
Las cenizas volantes y las escorias (subproductos de las centrales eléctricas de carbón y la industria siderúrgica), los SCM más utilizados, pueden desaparecer en Europa y en otros lugares en las próximas décadas, debido a la reducción de la quema de carbón para la generación de electricidad y la conversión de las acerías a la tecnología de hidrógeno. En consecuencia, se requerirán otros materiales sustitutos como se describe en las siguientes secciones.
4.2. Cementos compuestos de arcilla calcinada
Desde la perspectiva actual, parece que el reemplazo del clínker prevalecerá como el camino más rápido y viable para la industria del cemento.
Las arcillas y escorias activadas térmicamente (calcinadas) presentan las principales opciones realistas para el reemplazo de clínker a gran escala. Las arcillas (aluminosilicatos) son omnipresentes y, por lo tanto, están disponibles en todo el mundo en cantidades prácticamente ilimitadas. En un horno rotatorio o calcinador instantáneo, primero se deshidratan y luego se deshidratan parcial o totalmente. El grado de deshidroxilación depende de la temperatura de calcinación y del tipo de arcilla y suele estar entre 700 y 850 °C. Cuando se mezclan con clínker de cemento, las arcillas calcinadas reaccionan con Ca(OH)2. para formar CASH, un producto cristalino similar a CSH desarrollado cuando se hidrata OPC.
Recientemente, un cemento mezclado con arcilla calcinada y piedra caliza se denominó LC3 (Li et al., 2021), que contiene 50% de clínker, 30% de arcilla calcinada, 15% de piedra caliza y 5% de yeso. Este cemento tiene una huella de CO₂ de aproximadamente 580 kg CO₂/tonelada y puede desarrollar resistencias iniciales (1 día) comparables a las del OPC, si se utiliza arcilla cruda con ≥ 40% de caolín en la calcinación.
Los problemas de los cementos mezclados con arcilla calcinada incluyen una alta demanda de agua, por lo tanto, mayores dosis de superplastificante y, en particular, dificultades para lograr una retención prolongada del asentamiento en el concreto, como se demuestra en la Figura 2. Como se muestra allí, con contenidos de arcilla calcinada más altos (por ejemplo, OPC / CC 70: 30w / wt), un tipo de mezcla preparada PCE de hexa polietilenglicol (HPEG) estandarizado no puede proporcionar una retención de trabajabilidad lo suficientemente larga.
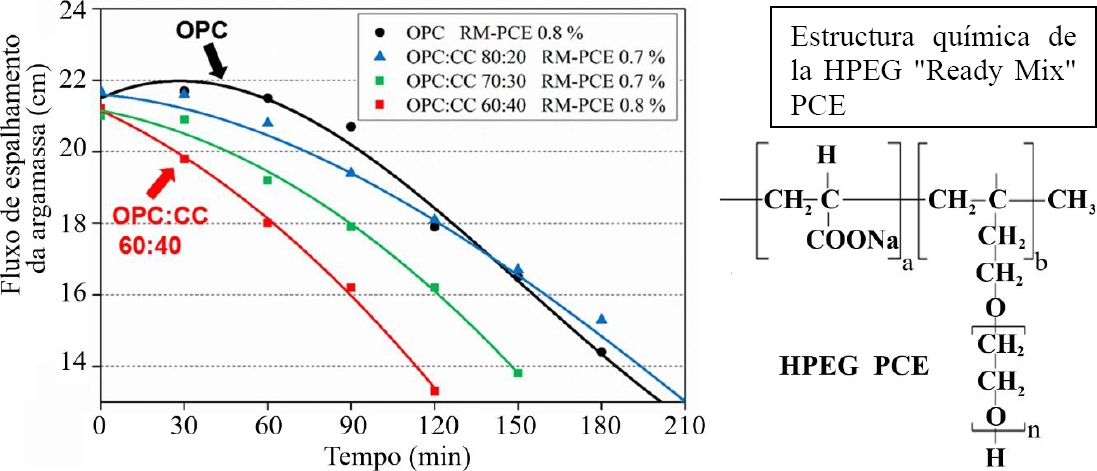
Figura 2. Retención de reducción proporcionada por un PCE HPEG industrial listo para usar en mezclas OPC y OPC/CC puras; OPC: CEM I 42.5 R; arcilla calcinada que contiene ~50% en peso de metacaolín; relación a/b = 0,4; Estructura química de un PCE ("mezcla premezclada") común que contiene un reembolso.
Debido a que los policarboxilatos de retención de reducción (PCE) comunes fallan en sistemas especialmente preparados a partir de arcilla con alto contenido de caolín, como en LC 3 (Conte y Plank, 2019), la necesidad de identificar los polímeros que son más adecuados para estos sistemas es obvia.
Como solución, se desarrolló y presentó una nueva tecnología PCE. Una de estas soluciones, basada en la combinación de tres PCE diferentes, una de las cuales se basa en la innovadora tecnología de clúster inteligente (TIC), se ilustra en la Figura 3. En él, se demuestra que este PCE diseñado a medida puede proporcionar más de 3 horas de retención de asentamiento, mientras que un PCE HPEG premezclado convencional mantiene la consistencia durante solo 1 hora y luego la consistencia disminuye rápidamente, lo que resulta en una pérdida total de trabajabilidad.
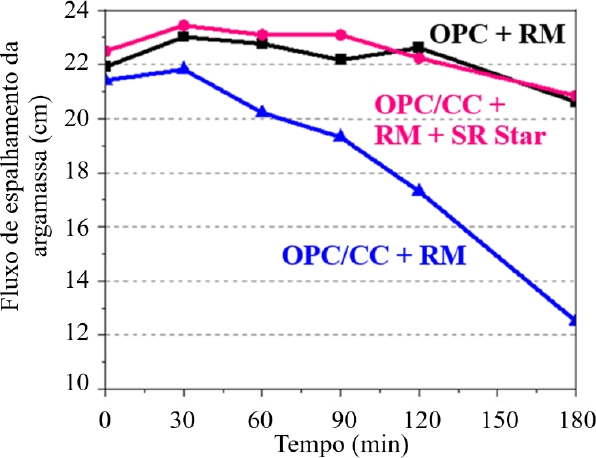
Figura 3. Retención de la reducción de una nueva tecnología PCE ("SR Star") en comparación con un HPEG PCE convencional listo para usar en una mezcla de OPC y OPC / CC; mortero: mezcla OPC/CC 70:30% p/p; arcilla calcinada que contiene 50% p/p de metacaolín; relación p/c = 0,5.
4.3. Cementos compuestos a base de escoria
La escoria de alto horno de acero (EBGF) representa otro sustituto potencial del clínker. A tasas más altas de reemplazo de clínker, la activación de la escoria con un compuesto alcalino (NaOH, Na2SiO3, Na2CO3 o Na2SO4) se hace necesaria para promover la cinética de hidratación y el desarrollo temprano de resistencia. Sin embargo, en algunos países (por ejemplo, en Europa), la disponibilidad futura de escoria parece incierta, ya que la industria siderúrgica ya está experimentando con la tecnología del hidrógeno para alejarse del uso del carbón y la emisión concomitante de CO2.
Entre los aglutinantes AAS, se distinguen los sistemas de una parte y de dos partes. En el sistema de una parte, el aglutinante AAS se mezcla en seco con el activador (p. ej., Na₂SiO₃, Na₂CO₃ o Na₂SO₃ en polvo), mientras que en el sistema de dos partes, se agrega un activador líquido (p. ej., solución acuosa de NaOH, KOH o Na₂SiO₃) al aglutinante. En general, la industria prefiere los sistemas de una sola pieza, simplemente por la facilidad de manejo.
4.3.1. Superplastificantes compuestos de escoria activados por álcalis para cementos
Un problema común de los cementos de escoria activados por álcali implica la baja eficacia del superplastificante PCE en estos aglutinantes. La razón es la baja solubilidad y la aglomeración/precipitación de estos polímeros en las soluciones activadoras, que en su mayoría tienen disolventes cosmotrópicos.
Conte y Plank fueron los primeros en identificar un copolímero de anhídrido maleico-APEG PCE con una cadena lateral corta y alto peso molecular como un agente dispersante muy eficaz para los AAS activados por NaOH, mientras que los PCE MPEG convencionales no podían proporcionar ninguna dispersión (ver Figura 4 (a)) (Conte y Plank, 2019). Más recientemente, otro grupo sintetizó una serie de polímeros AA-HPEG PCE estructuralmente diferentes, que poseen diferentes anionicidades y longitudes de cadena lateral (Lei y Chan, 2020). Estos autores concluyeron que los HPEG PCE altamente aniónicos con cadenas laterales cortas exhiben un poder de dispersión superior en AAS (Figura 4 (b)). El estudio también encontró que estos PCE altamente aniónicos HPEG se adsorbían con más fuerza en la superficie de las partículas de escoria en comparación con los OPC, lo que puede contribuir a su poder de dispersión superior.
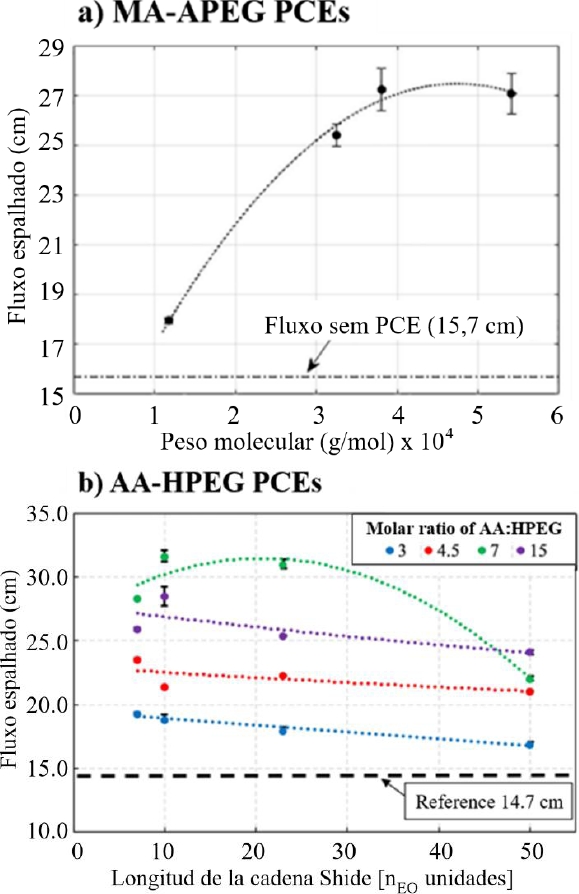
Figura 4. (a) Eficacia de dispersión de PCE MA-APEG en escoria activada por NaOH en función del peso molecular; relación w/c = 0,5, dosis de PCE: 0,03% bwos; b) la eficacia de los copolímeros PCE AA-HPEG en función de la longitud de su cadena lateral; relación a / c = 0,5; Dosis de PCE: 0,05% bwos.
En un estudio posterior, un grupo investigó el efecto en el peso molecular de los superplastificantes de policarboxilato a base de éter de isoprenol (IPEG) sobre su capacidad para dispersar aglutinantes de escoria activados por NaOH y cementos compuestos de escoria (Li et al., 2023). El estudio aclaró que la capacidad de dispersión de los polímeros PCE en los aglutinantes AAS variaba significativamente y que aquellos con pesos moleculares más altos eran generalmente más efectivos. Las investigaciones también revelaron que un requisito clave para la eficacia de un PCE en el aglutinante AAS era la solubilidad en la solución activadora, que permite la adsorción en las partículas de escoria.
Aún más efectivas que estos PCE optimizados son las nuevas estructuras de PCE que tienen un carácter zwitteriónico (es decir, contienen una unidad catiónica además de ácido carboxílico insaturado y macromonómero), según algunos autores (Plank y Zhang, 2023). Los resultados iniciales sugieren que funcionan bien incluso en aglutinantes AAS activados con Na₂SO₂, y que el tipo de monómero catiónico es crucial para su eficacia general, que se relaciona no solo con la trabajabilidad y la retención de asentamiento, sino también con la resistencia inicial, el comportamiento del flujo (hormigón "no pegajoso"), el tiempo de inactividad de la tolva en V, y así sucesivamente. Pronto se publicarán más detalles sobre esta nueva química.
Finalmente, vale la pena mencionar que la piedra caliza también se puede usar para reemplazar el clínker en cantidades modestas, sin pérdida de rendimiento. Este reemplazo representa una opción alternativa, debido a la emisión de CO₂ casi nula en la recuperación de piedra caliza, el muy bajo costo y la abundante disponibilidad de piedra caliza.
4.3.2. Aceleradores para cementos compuestos de escoria activados por álcalis
Al igual que las arcillas calcinadas, los aglutinantes AAS también pueden mostrar un desarrollo lento de la resistencia inicial, debido a su reactividad moderada, incluso en presencia de activadores. Actualmente hay dos soluciones disponibles para este problema:
- Reducir la relación agua/escoria a valores iguales o inferiores a 0,3; En este caso, se logrará una resistencia suficientemente alta. Sin embargo, se requiere el uso de un superplastificante de PCE extremadamente eficiente para lograr una trabajabilidad aceptable.
- Alternativamente, ahora está disponible un nuevo acelerador, basado en OPC hidratado en un enorme exceso de PCE, formando cristales nanométricos de Portlandita y etringita. Además, este acelerador contiene una cantidad significativa de Na₂CO₂. Se ha demostrado que este acelerador es altamente efectivo en AAS y otros aglutinantes dominados por SCM.
Una vez más, estos ejemplos demuestran que la ingeniería de mezclas objetivo puede resolver los problemas específicos de estos aglutinantes "verdes" bajos en carbono.
4.4. Materiales de desecho
Una nueva tendencia significativa en la tecnología SCM es la valorización de desechos como la ganga de carbón, el lodo rojo de la minería de bauxita, la escoria de carburo, los desechos de yeso fosfórico, el biocarbón y varios tipos de cenizas de incinerador inferior (Chang y Wey, 2006; Senadheera et al., 2023). Estos residuos contienen cantidades significativas de arcillas o minerales arcillosos que, después de la calcinación, pueden transformarse en un SCM reactivo cuando se combinan con clínker. Alternativamente, ya muestran esta reactividad si provienen de procesos de alta temperatura, como es el caso de la escoria calcinada. Generalmente, su reactividad se puede evaluar mediante la prueba R3 (Avet et al., 2016).
El uso de estos materiales de desecho es muy favorable, porque no solo conserva los recursos naturales como la arcilla común, sino que también contribuye significativamente a una economía circular.
4.5. Captura y almacenamiento de carbono (CAC)
Otra vía explorada por la industria del cemento es capturar CO2 de la corriente de gases de escape, comprimirlo a CO₂ supercrítico e inyectarlo en sitios de almacenamiento geológico, como campos petrolíferos agotados (Marchetti, 1977). El principio de SCC se ilustra en la Figura 5. Como ejemplo, Heidelberg Materials planea secuestrar 400.000 toneladas de CO₂ anualmente de su planta de Brevik en Noruega e inyectarlo en la costa noruega, reduciendo así sus emisiones de CO₂ en un 50% y convirtiéndose en una planta de cemento climáticamente neutra. Otras empresas, como Lehigh Cement (Canadá), Dalmia Cement (India), Anhui Conch (China) y Taiwan Cement, han anunciado enfoques similares.
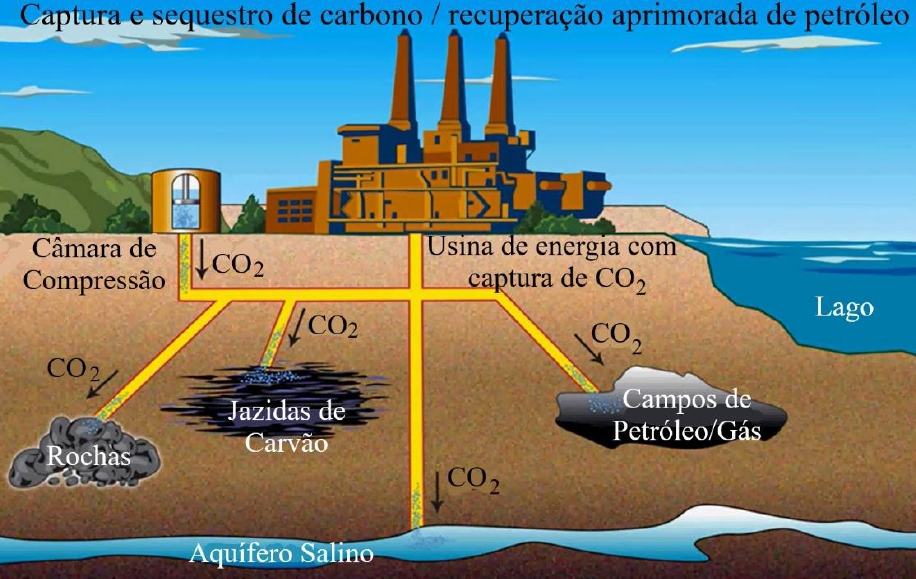
Figura 5. Ilustración del principio de captura y almacenamiento subterráneo de CO2 (CCS) en yacimientos de petróleo o gas agotados, vetas de carbón o acuíferos salinos.
Los problemas técnicos asociados con CCS incluyen el secuestro efectivo de CO₂ del flujo de aire de escape a través de la tecnología de aminas o membranas. La dificultad radica en el contenido relativamente bajo de CO₂ de los gases de escape (~25%) del horno rotatorio. El uso de oxígeno puro para la cocción en horno (el proceso de "oxicombustible") o la separación de la descarbonización de la piedra caliza del proceso de clinkerización (el concepto "LEILAC") presentan dos posibles soluciones.
Si bien la CAC puede llegar a ser extremadamente importante para otras industrias, queda por ver si desempeñará un papel importante en la industria mundial del cemento, simplemente debido a su alto costo percibido. En particular, considerando que la sustitución del clínker por materiales cementosos suplementarios (SCM) ofrece una alternativa viable para reducir considerablemente las emisiones de CO2 del cemento.
Otro aspecto incluye el transporte de grandes volúmenes de CO₂ al lugar de la inyección. Para ello, es necesario invertir en una red ampliada de tuberías y, finalmente, identificar reservorios de almacenamiento geológico adecuados. Actualmente, la mayoría de los proyectos en curso o que se espera que comiencen involucran yacimientos de petróleo y gas en alta mar agotados o acuíferos salinos. Las principales compañías petroleras, como Equinor en Noruega o Wintershall en Alemania, están trabajando intensamente en estos proyectos.
Un problema menos reconocido de la CAC se presenta por el hecho de que el cemento Portland convencional, que se ha utilizado como cemento viejo o se aplicará en la cementación de nuevos pozos, no es resistente al CO2, por lo que su calidad de sellado a largo plazo está en duda (Onan, 1984). Los estudios han demostrado que una mezcla de aluminato de calcio y cemento de polifosfato (el llamado "cemento CAP") puede soportar con éxito el CO2 supercrítico incluso en las duras condiciones de perforación de temperatura y presión elevadas (Sugama y Carciello, 1992). Otros sistemas de sellado alternativos incluyen cementos de resina epoxi (Plank, 2022) o cementos que contienen aditivos minerales como γ-C2S (Yoshioka et al., 2013), olivino o serpentina (ambos son silicatos de magnesio) que pueden capturar CO2 a través de una reacción química y unirlo en forma de productos de carbonatación (Olsson et al., 2012).
5. CONCLUSIONES
Se puede suponer que, en los próximos 20 años, habrá una transición significativa e irreversible de la industria cementera mundial hacia los dos caminos señalados anteriormente. Ambos conceptos ofrecen el potencial de lograr la neutralidad climática ("emisiones netas cero"). Actualmente, la opción de reducir radicalmente el contenido de clínker en el cemento parece ser más económica y posiblemente más rápida de lograr. Su desventaja es que se requieren aditivos químicos completamente nuevos para lograr suficiente trabajabilidad y resistencia inicial. Por el contrario, el concepto de CAC adolece de costes de inversión extremadamente elevados en la reestructuración de la planta y la construcción de infraestructuras de transporte de CO2. Las estimaciones actuales son que se producirá un coste de 50 a 100 €/tonelada de CO2 para la CAC, y se incurrirá en costes adicionales por el secuestro de CO2 en la planta de cemento. agregando así una carga de costos muy sustancial al cemento.
El futuro dirá qué concepto prevalecerá en un entorno de libre mercado. Además, la disponibilidad a gran escala de SCM adecuados jugará un papel clave, así como el progreso en el diseño de nuevos aditivos químicos adaptados a estos nuevos aglutinantes "verdes" bajos en carbono. La disponibilidad de dichos aditivos basados en la ingeniería molecular dirigida será fundamental para una transición exitosa a aglutinantes bajos en carbono.
6. REFERENCIAS
Avet, F., Snellings, R., Diaz, A. A., Haha, M. B., Scrivener, K. (2016) Development of a new rapid, relevant and reliable (R3) test method to evaluate the pozzolanic reactivity of calcined kaolinitic clays. Cement and Concrete Research, 85, 1-11,https://doi.org/10.1016/j.cemconres.2016.02.015.
Chang, F.-Y., Wey, M.-Y. (2006), Comparison of the characteristics of bottom and fly ashes generated from various incineration processes. Journal of Hazardous Materials, 138(3), 594-603. https://doi.org/10.1016/j.jhazmat.2006.05.099
Conte, T., Plank, J. (2019), Impact of molecular structure and composition of polycarboxylate comb polymers on the flow properties of alkali-activated slag. Cement and Concrete Research 116: 95-101. https://doi.org/10.1016/j.cemconres.2018.11.014
Gholipour, H. F., Arjomandi, A., Yam, S. (2022), Green property finance and CO2 emissions in the building industry. Global Finance Journal, 51, 100696. https://doi.org/10.1016/j.gfj.2021.100696
Lei, L., Chan, H. -K. (2020), Investigation into the molecular design and plasticizing effectiveness of HPEG-based polycarboxylate superplasticizers in alkali-activated slag. Cement and Concrete Research 136: 106150. https://doi.org/10.1016/j.cemconres.2020.106150
Li, R., Chen, W. -C., Lei, L., Plank, J. (2023), Dispersing Efficacy of Tailored IPEG PCEs in AAS Binders: Elucidating the Impact of PCE Molecular Weight. Industrial & Engineering Chemistry Research. https://doi.org/10.1021/acs.iecr.2c03820
Li, R., Lei, L., Sui, T., Plank, J. (2021), Approaches to achieve fluidity retention in low-carbon calcined clay blended cements. Journal of Cleaner Production, 311, 127770. https://doi.org/10.1016/j.jclepro.2021.127770
Marchetti, C. (1977), On geoengineering and the CO2 problem. Climate change, 1(1), 59 - 68. https://doi.org/10.1007/BF00162777
Möller, H. (2020), Möglichkeiten und Grenzen CO2-armer Zementproduktion. BETON, 10, 392–398.
Olsson, J., Bovet, N., Makovicky, E., Bechgaard, K., Balogh, Z., Stipp, S. L. S. (2012), Olivine reactivity with CO2 and H2O on a microscale: Implications for carbon sequestration. Geochimica et Cosmochimica Acta, Vol. 77, p. 86-97. https://doi.org/10.1016/j.gca.2011.11.001
Onan, D.D. (1984), Effects of Supercritical Carbon Dioxide on Well Cements. Permian Basin Oil & Gas Recovery Conference, Midland, Texas. March 8, 1984. SPE-12593.
Plank, J. (2022), Cements for Carbon Capture Wells. ACS Symposium Series: “Energy transition – climate action and circularity”, 29 August 2022, Vol. 1412, Chapter 8, p. 369 – 410.
Plank, J., Zhang, L. (2023), Effectiveness of zwitterionic superplasticizers in Na2SO4-activated AAS binders. Unpublished work.
Senadheera, S. S., Gupta, S., Kua, H. W., Hou, D., Kim, S., Tsang, D. C.W., Ok, Y. S. (2023) Application of biochar in concrete – A review, Cement and Concrete Composites, 143, 105204. https://doi.org/10.1016/j.cemconcomp.2023.105204.
Sugama, T., Carciello, N. R. (1992), Carbonation of hydrothermally treated phosphate-bonded calcium aluminate cements. Cement and Concrete Research, 22(5), p. 783-792. https://doi.org/10.1016/0008-8846(92)90102-2
Yoshioka, K., Obata, D., Nanjo, H., Yokozeki, K., Torichigai, T., Morioka, M., Higuchi, T. (2013), New ecological concrete that reduces CO2 emissions below zero level - new method for CO2 capture and storage. Energy Procedia, 37, p. 6018-6025. https://doi.org/10.1016/j.egypro.2013.06.530