![]()
| Documental Research | https://doi.org/10.21041/ra.v15i2.819 |
Decarbonization strategies for the global cement and concrete industry. Highlighting the role of chemical admixtures for successful transition
Estrategias de descarbonización para la industria mundial del cemento y el hormigón. El papel de los aditivos químicos para el éxito de la transición
Estratégias de descarbonização para a indústria global de cimento e betão. O papel dos aditivos químicos para uma transição bem sucedida
1 Prof. Dr., Department of Chemistry, Technical University of Munich, Munich, Germany.
*Contact author: johann.plank@tum.de
Received: 03/07/2024
Revised: 27/03/2025
Accepted: 30/04/2025
Published: 01/05/2025
| Cite as: Plank, J. (2025), “Decarbonization strategies for the global cement and concrete industry. Highlighting the role of chemical admixtures for successful transition”, Revista ALCONPAT, 15 (2), pp. 218 – 229, DOI: https://doi.org/10.21041/ra.v15i2.819 |
Abstract
The objective of this paper is to present the two main possibilities for reducing the CO2 footprint of cement via clinker substitution using supplementary cementitious materials (SCMs) or carbon capture&storage. Engineering properties of mortar prepared from binders holding SCMs indicate that substantial clinker replacement is possible, e.g. using calcined clay or slag. Yet, such comparable properties can only be achieved by applying suitable chemical admixtures (superplasticizers, accelerators, etc.). The second option, carbon capture and storage (CCS), allows us to maintain the current cement production processes, but it is expensive and significantly increases the price for cement. For widespread application of SCMs in cement, novel admixtures are compulsory to facilitate successful transition to low carbon binders. This paper compares both alternatives for CO2 reduction and suggests potential solutions for existing technology gaps.
Keywords: CO2 emission, carbon capture and storage (CCS), calcined clay, slag, policarboxylic ether (PCE) superplasticizer.
1. INTRODUCTION
The construction industry has been identified as the largest single sector responsible for CO2 release. As much as 40% of total anthropogenic CO2 results from construction materials and the built environment including heating, cooling and operation (Gholipour et al., 2022). For example, cement production contributes to ~ 8 % of global CO2 liberation and ranges only slightly behind that from fossil fuels (coal, oil and gas). In the clinkerization process, about 65 % of total CO2 emission assigned to Portland cement production is released from the decomposition of limestone (CaCO3), and much less from burning fuel. To improve its environmental balance, new concepts such as clinker substitution by less CO2-intensive reactive binders and materials, or sequestration of the CO2 liberated in the cement plant and injecting it into subterraneous reservoirs (carbon capture & geological storage, CCS) have been proposed (Marchetti, 1977).
In this paper, the two basic concepts (clinker substitution by using SCMs and carbon capture and geological storage, CCS) will be compared and ongoing projects will be introduced and analysed with respect to their technical, economic and ecological characteristics.
2. METHODOLOGY
Effectiveness of the PCE admixtures in low carbon binders using calcined clay as SCM or in alkali-activated binders (AAS system) was assessed either via mini-slump tests in paste for NaOH-activated slag, or via mortar spread flow for calcined clay blended binders. Details are described in the following paragraphs:
Mini-slump test
A modified mini-slump test according to DIN EN 1015 was applied to assess the dispersing effectiveness in AAS. The w/b ratio selected was 0.50. In the experiment, 300 g of slag were added into a porcelain cup containing 4% NaOH (by weight of slag) pre-dissolved in the respective amount of mixing water. After 90 s of mixing, a PCE dosage of 0.05% by weight of slag was added and the paste was stirred for further 150 s using a spoon. Immediately after preparation, the slag paste was poured into a Vicat cone (height 40 mm, top diameter 70 mm, bottom diameter 80 mm) placed on a glass plate and filled to the rim. The cone was vertically removed and the resulting diameter of the slag paste was measured to give the spread flow value.
Mortar test
The mortar tests were carried out following DIN EN 196-1 standard. The water-to-binder ratio (w/b) and the binder-to-sand ratio were fixed at 0.4 and 3:1, respectively. The preparation procedure was as follows: 450 g of OPC (or OPC/CC composite binder) were added to the mixing cup containing 180 g water holding different dosages of dissolved PCE. After the binder had been added, the mixer (Toni Technik, Germany) was started for 30 s at a mixing speed of 140 rpm. Next, norm sand according to DIN EN 196-1 was dropped into the mixture within 30 s while stirring according to the mixing protocol of the DIN standard. When mixing was finished, the mortar was filled into a Hägermann cone placed on a spread flow table (FORM + TEST, Germany). After 15 shocks, the spread flow was measured.
3. APPROACHES TO REDUCE THE CO2 FOOTPRINT OF CEMENT
It is estimated that the global cement industry releases about 3.2 billion tons of CO2 annually, which corresponds to about 8 % of the current greenhouse gas (GHG) emission of ~ 41 billion tons in 2021.
For the industry, two principal solutions exist which allow to reduce its carbon footprint:
1) Reducing the clinker factor (content) in cement by incorporating supplementary cementitious materials (SCMs) such as fly ash, ground granulated blast furnace slag (GGBFS), calcined clay, rice husk ash, bottom ashes, biochar, mine tailings, coal gangue, red mud, lithium waste, etc. or,
2) Carbon capture and geological storage (CCS) of CO₂ by sequestering the CO₂ from the gas stream leaving the rotary kiln, subsequent compression to a supercritical fluid, transportation to a storage site (e.g. depleted oil wells, saline aquifers, coal beds etc.) and underground injection.
The specific advantages and disadvantages of each direction are illustrated in Figure 1. It is important to note that from a global perspective, the first option involving wide-spread use of SCMs can be implemented much faster than CCS. This is an important argument in favor of this concept, because global warming can be controlled to an acceptable level only if significant progress with respect to CO₂ reduction is accomplished very soon.
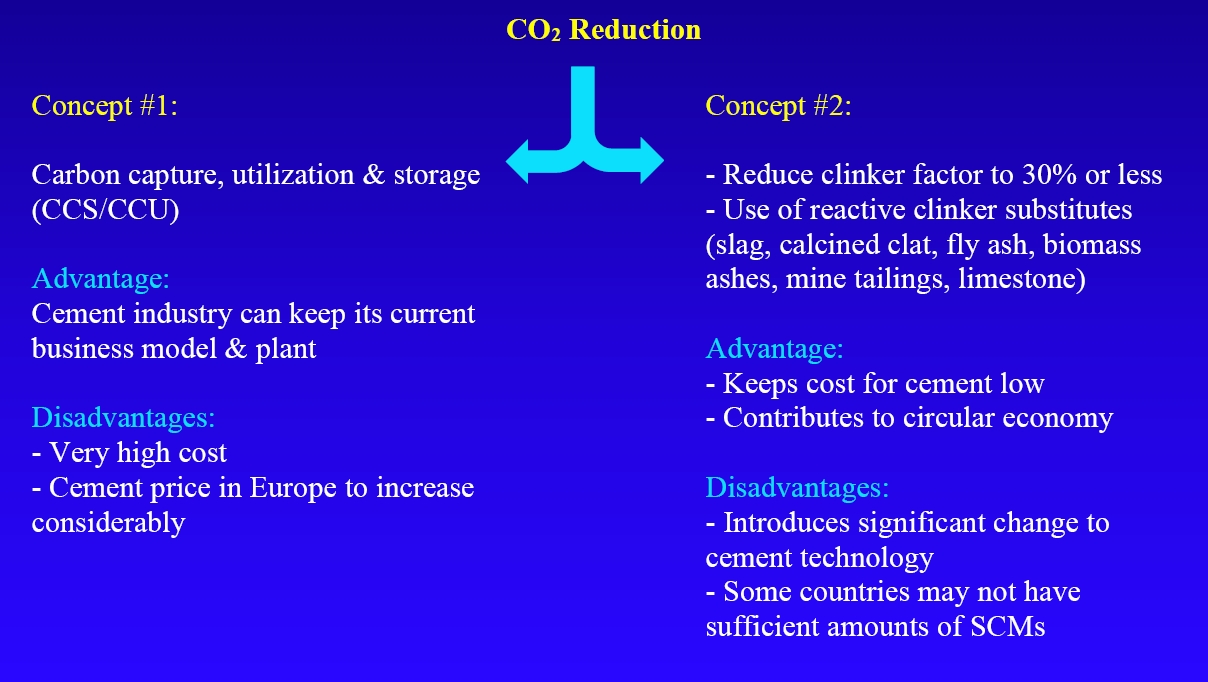
Figure 1. Illustration of the pros and cons of the two main options available for the cement industry to reduce its carbon emission.
4. CO₂ REDUCTION BY USING SCMS
In the following, several options to reduce the CO₂ footprint of cement are presented in detail, with a focus on calcined clay and slag, because globally they are more widespread available, and their immediate implementation appears to be more feasible as compared to alternative SCMs such as bottom ashes, biochar, mine tailings etc.
4.1. Existing types of low carbon composite cements
The construction industry already has started to shift from ordinary Portland cement (OPC) holding 95 % clinker (which results in ~ 825 kg CO2 released per ton of cement) to composite cements with substantially reduced clinker contents (see Table 1) (Möller, 2020). These figures demonstrate that low carbon “green” cements are indeed possible.
Table 1. CO2 emission from common types of cements used in Germany.
| Type of cement* | Clinker content | CO2 emission [kg/ton] |
| CEM I | 95 % | 817 |
| CEM II/A | 90 % | 635 |
| CEM II/B | 65 % | 516 |
| CEM II/C–M | 50 % | 397 |
| CEM III/A | 35 % | 178 |
| CEM III/B | 20 % | 159 |
* Composition of these cements according to DIN EN 1045 (2013 edition).
To facilitate those low clinker contents, supplementary cementitious materials (SCMs) including fly ash, GGBS (slag), burnt oil shale (a speciality in Germany) and – most recently - calcined clays along with higher limestone contents are utilized. According to Table 1, a reduction of the clinker content to 50 % and below is required to slash the CO2 emission of cement by half which is necessary to achieve climate neutrality (= net zero CO2 emission). Thus, a “green cement” exhibiting neutral effect on climate must target such substantial reduction in its clinker content.
Fly ash and slag (which are by-products from coal power plants and the iron and steel industry), the most commonly used SCMs, may disappear in Europe and elsewhere within the next decades, because of decreased coal combustion for electricity generation and conversion of steel plants to hydrogen technology. Consequently, other substitute materials will be required, as described in the following parts.
4.2. Calcined clay composite cements
From today’s perspective it appears that clinker substitution will prevail as the quickest and most feasible pathway for the cement industry.
Thermally activated (calcined) clays and slag present the main realistic options for large-scale clinker replacement. Clays (aluminosilicates) are ubiquitous and hence globally available in practically unlimited quantities. In a rotary kiln or flash calciner they first dehydrate and then partly or completely dehydroxylate. The degree of dehydroxylation depends on the calcination temperature and the type of clay and commonly lies at ~ 700 - 850 °C. When blended with cement clinker, calcined clays react with Ca(OH)2 to form C-A-S-H, a crystalline product similar to C-S-H developed when OPC hydrates.
Recently, a calcined clay - limestone blended cement designated as LC3 has been introduced (Li et al., 2021) which contains 50 % clinker, 30 % calcined clay, 15 % limestone and 5 % gypsum. This cement exhibits a CO2 footprint of approx. 580 kg CO2/ton and can develop early (1 day) strengths comparable to that of OPC, if a raw clay with ≥ 40 % kaolin is used in the calcination.
Issues of calcined clay blended cements include high water demand, hence increased superplasticizer dosages, and in particular difficulties to achieve extended slump retention in concrete, as is demonstrated in Figure 2. As is shown there, at higher contents of calcined clay (e.g. OPC/CC 70:30 wt./wt. %) a standard ready-mix type hexa polietilenglicol (HPEG) PCE cannot provide sufficiently long workability retention.
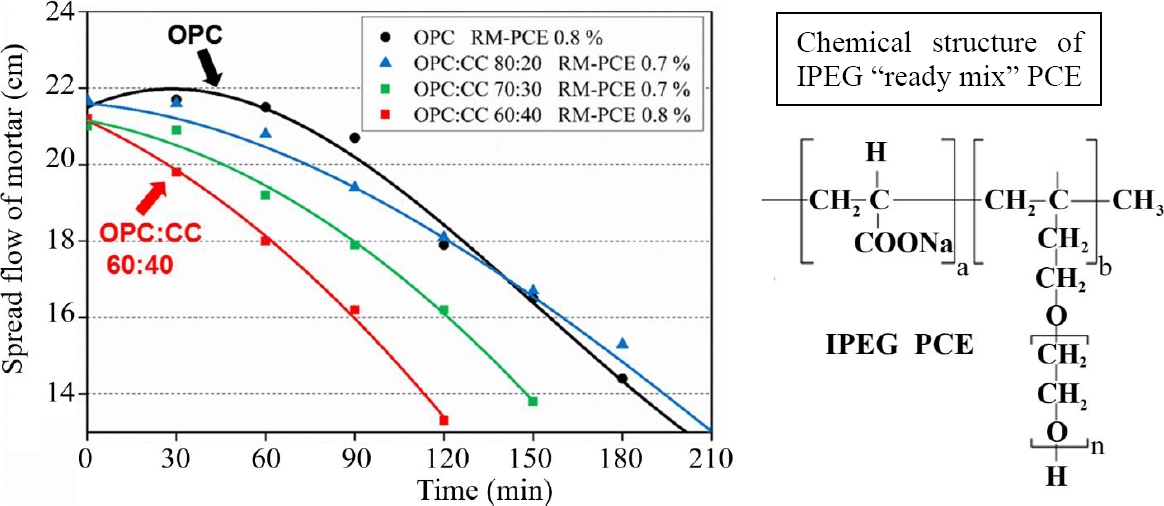
Figure 2. Slump retention provided by an industrial ready-mix HPEG PCE in neat OPC and OPC/CC blends; OPC: CEM I 42.5 R; calcined clay holding ~ 50 wt. % meta kaolin; w/b ratio = 0.4; chemical structure of a common slump-retaining (“ready-mix”) PCE
As common slump-retaining polycarboxylates (PCEs) fail in systems especially prepared from clay holding a high kaolin content such as in LC3 (Conte and Plank, 2019), the need to identify more suitable polymers for those systems is obvious.
As a remedy, new PCE technology has been developed and was presented. One such solution which is based on a combination of three different PCEs of which one is based on novel “intelligent cluster technology” (ICT) is illustrated in Figure 3. There it is demonstrated that such tailored engineered PCE can provide more than 3 hours of slump retention whereas a conventional ready-mix HPEG PCE holds up for 1 hour only and then consistency quickly declines, resulting in a total loss of workability.
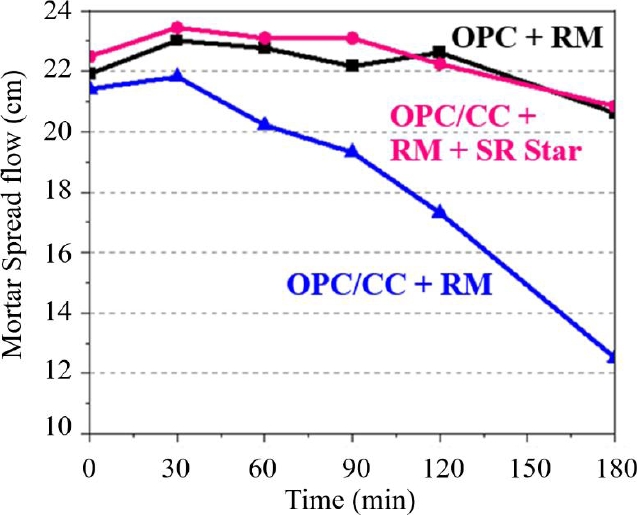
Figure 3. Slump retention of a novel PCE technology ("SR Star") in comparison to a conventional ready-mix type HPEG PCE in OPC and OPC/CC blend; mortar: OPC/CC 70:30 wt./wt. % blend; calcined clay holding 50 wt. % meta kaolin; w/b ratio = 0.5.
4.3. Slag-Based Composite Cements
Blast furnace slag from the iron industry (GGBFS) presents another potential clinker substitute. At higher clinker replacement rates, activation of the slag with an alkaline compound (NaOH, Na2SiO3, Na2CO3 or Na2SO4) becomes necessary to promote hydration kinetics and early strength development. However, in some countries (e.g. in Europe) the future availability of slag appears to be uncertain, as the iron producing industry is experimenting already with hydrogen technology to abandon the use of coal and concomitant CO2 emission.
Among AAS binders, one and two part systems are distinguished. In the one part system, the AAS binder is dry-blended with the activator (e.g. Na₂SiO₃, Na₂CO₃ or Na₂SO4 powder) whereas in the two part system, a liquid activator (e.g. aqueous NaOH, KOH or Na₂SiO₃ solution) is added to the binder. Overall, the industry prefers the one part systems, simply because of easier handling.
4.3.1. Superplasticizers for Alkali-Activated Slag Composite Cements
A common problem of alkali activated slag cements involves the low effectiveness of PCE superplasticizer in those binders. The reason being poor solubility and agglomeration/ precipitation of those polymers in the activator solutions which mostly present cosmotropic solvents.
Conte and Plank were the first to identify a maleic anhydride-APEG PCE copolymer with a short side chain and high molecular weight as a very effective dispersing agent for NaOH-activated AAS whereas conventional MPEG PCEs could not provide any dispersion there (see Figure 4 (a)) (Conte and Plank, 2019). More recently, another group synthesized a series of structurally different AA-HPEG PCE polymers possessing different anionicity and side chain lengths (Lei and Chan, 2020). These authors concluded that highly anionic HPEG PCEs with short side chains exhibit superior dispersing power in AAS (Figure 4 (b)). The study also found that those highly anionic HPEG PCEs adsorbed more strongly onto the surface of slag particles as compared to OPC, which may contribute to their superior dispersing power.
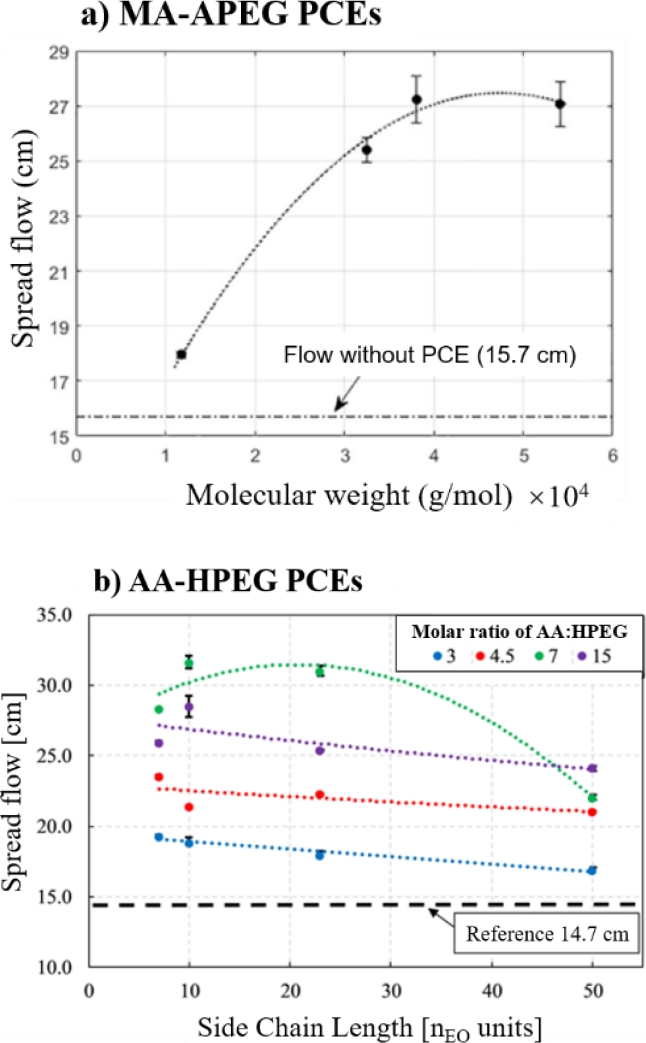
Figure 4. (a) Dispersing effectiveness of MA-APEG PCEs in NaOH-activated slag as a function of molecular weight; w/s ratio = 0.5, PCE dosages: 0.03% bwos; (b) effectiveness of AA-HPEG PCE copolymers as a function of their side chain length; w/s ratio = 0.5; PCE dosages: 0.05% bwos.
In a subsequent study, a group investigated the effect of the molecular weight of isoprenol ether-based (IPEG) polycarboxylate superplasticizers on their ability to disperse NaOH activated slag binders and slag composite cements (Li et al., 2023). The study elucidated that the dispersing capacity of the PCE polymers in the AAS binders varied significantly, and that those with higher molecular weights were generally more effective. The investigations also revealed that a key requirement for a PCE to be effective in AAS binder was solubility in the activator solution which allows adsorption onto the slag particles.
Even more effective than those optimized PCEs are novel PCE structures possessing a zwitterionic character (i.e. they also contain a cationic unit in addition to unsaturated carboxylic acid and the macromonomer), according to some authors (Plank and Zhang, 2023). Initial results suggest that they even work well in Na2SO4 activated AAS binders, and that the kind of cationic monomer is critical for its overall effectiveness which not only relates to workability and slump retention, but also to early strength, flow behavior (“non-sticky” concrete), empty time from V-funnel etc. More details on this new chemistry will be published soon.
At last, it should be mentioned that limestone can also be used to replace clinker in modest quantities, with no loss in performance. This substitution presents an alternative option, because of almost zero CO2 emission in limestone recovery, very low cost and the abundant availability of limestone.
4.3.2. Accelerators for Alkali-Activated Slag Composite Cements
Similar to calcined clays, also AAS binders may show slow early strength development, because of their moderate reactivity even in the presence of activators. Two solutions for this problem are currently available:
- Reduce w/slag ratio to values at or even below 0.3; there, sufficiently high strength will be achieved. However, it necessitates the use of an extremely efficient PCE superplasticizer, to achieve acceptable workability.
- Alternatively, a novel accelerator is available now which is based on OPC hydrated in a huge excess of PCE, thus forming nano-sized Portlandite and ettringite crystals. Additionally, this accelerator contains a significant amount of Na2CO3. It has been demonstrated that this accelerator is highly effective in AAS and other SCM dominated binders.
Again, these examples demonstrate that targeted admixture engineering can solve the problems specific for such low carbon “green” binders.
4.4. SCMs from waste materials
A significant new trend in SCM technology is the valorization of waste materials such as coal gangue, red mud from bauxite mining, carbide slag, phosphor gypsum waste, biochar and diverse kinds of incineration bottom ashes (Chang and Wey, 2006; Senadheera et al., 2023). These wastes contain significant amounts of clays or clay minerals which upon calcination can be turned into a reactive SCM when combined with clinker. Alternatively, they already exhibit such reactivity if they come from high-temperature processes as is the case with calcined slag. Generally, their reactivity can be assessed using the R3 test (Avet et al., 2016).
Applying such waste materials is highly favorable, because it not only conserves natural resources such as common clay, but it also significantly contributes to a circular economy.
4.5. Carbon Capture and Storage (CCS)
Another avenue probed by the cement industry is to capture CO2 from the exhaust gas stream, compress it to supercritical CO2 and inject it into geological storage sites such as depleted oilfields (Marchetti, 1977). The principle of CCS is illustrated in Figure 5. As an example, Heidelberg Materials plans to sequester 400,000 tons of CO2 annually from its Brevik plant in Norway and inject it offshore Norway, thus reducing its CO2 output there by 50 % and becoming a climate neutral cement plant. Other companies including Lehigh Cement (Canada), Dalmia Cement (India), Anhui Conch (China) and Taiwan Cement have announced similar approaches.
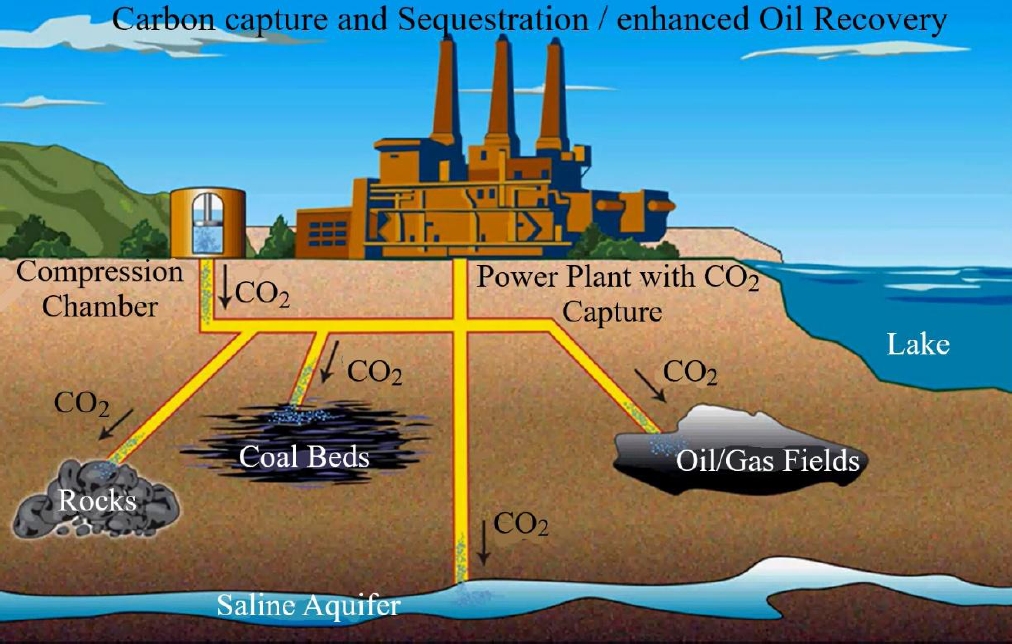
Figure 5. Illustration of the principle of CO2 Capture and Underground Storage (CCS) in depleted oil or gas fields, coal beds or saline aquifers.
The technical problems associated with CCS include effective CO2 sequestration from the exhaust air stream via amine technology or membranes. The difficulty lies in the relatively low CO2 content of the exhaust gas (~ 25 %) from the rotary kiln. Using pure oxygen to fire the kiln (the “oxyfuel” process) or separating limestone decarbonization from the clinkerization process (the “LEILAC” concept) present two potential solutions.
Although CCS may become extremely important for other industries, it has to be seen whether it will play a major role in the global cement industry, simply because of its perceived high cost. In particular, as clinker substitution by supplementary cementitious materials (SCMs) offers a viable alternative to considerably reduce CO2 emission from cement.
Another aspect includes the transportation of large volumes of CO2 to the injection site. For this purpose, investments into an extended pipeline network need to occur, and finally suitable geological storage reservoirs need to be identified. At present, most ongoing or shortly to commence projects involve depleted offshore oil and gas reservoirs or saline aquifers. Major oil companies such as Equinor in Norway or Wintershall in Germany are intensively working on such projects.
A less recognized problem of CCS is presented by the fact that conventional Portland cement which either has been used as legacy cement or will be applied in cementing new boreholes, is not CO2 resistant, hence its long-term sealing quality is under question (Onan, 1984). Studies have demonstrated that a mixture of calcium aluminate cement and polyphosphate (the so-called “CAP cement”) can successfully withstand supercritical CO2 even under the harsh borehole conditions of elevated temperature and pressure (Sugama and Carciello, 1992). Other alternative sealing systems include epoxy resin cements (Plank, 2022) or cements containing mineral additives such as γ-C2S (Yoshioka et al., 2013), olivine or serpentine (both are magnesium silicates) which can capture CO2 via a chemical reaction and bind it in the form of carbonation products (Olsson et al., 2012).
5. CONCLUSIONS
It can be assumed that over the next 20 years, a significant and irreversible transition of the global cement industry to the two pathways pointed out above will occur. Both concepts offer the potential to achieve climate neutrality (“net zero emission”). As of today, the option to radically reduce the clinker content in cement appears to be more economical and possibly faster to achieve. Its downside is that entirely new chemical admixtures are required to achieve sufficient workability and early strength. In contrast, the concept of CCS suffers from extremely high investment costs into plant restructuring and building of CO2 transport infrastructure. Current estimates are that a cost of 50 – 100 €/ton of CO2 will occur for CCS, and additional costs will incur for the sequestration of CO2 in the cement plant, thus adding a very substantial cost burden to cement.
The future will tell which concept will prevail in a free market environment. Also, the large-scale availability of suitable SCMs will play a pivotal role as well as progress in the design of novel chemical admixtures tailored to those novel low carbon “green” binders. Availability of such admixtures based on targeted molecular engineering will be critical for a successful transition to low-carbon binders.
6. REFERENCES
Avet, F., Snellings, R., Diaz, A. A., Haha, M. B., Scrivener, K. (2016) Development of a new rapid, relevant and reliable (R3) test method to evaluate the pozzolanic reactivity of calcined kaolinitic clays. Cement and Concrete Research, 85, 1-11,https://doi.org/10.1016/j.cemconres.2016.02.015.
Chang, F.-Y., Wey, M.-Y. (2006), Comparison of the characteristics of bottom and fly ashes generated from various incineration processes. Journal of Hazardous Materials, 138(3), 594-603. https://doi.org/10.1016/j.jhazmat.2006.05.099
Conte, T., Plank, J. (2019), Impact of molecular structure and composition of polycarboxylate comb polymers on the flow properties of alkali-activated slag. Cement and Concrete Research 116: 95-101. https://doi.org/10.1016/j.cemconres.2018.11.014
Gholipour, H. F., Arjomandi, A., Yam, S. (2022), Green property finance and CO2 emissions in the building industry. Global Finance Journal, 51, 100696. https://doi.org/10.1016/j.gfj.2021.100696
Lei, L., Chan, H. -K. (2020), Investigation into the molecular design and plasticizing effectiveness of HPEG-based polycarboxylate superplasticizers in alkali-activated slag. Cement and Concrete Research 136: 106150. https://doi.org/10.1016/j.cemconres.2020.106150
Li, R., Chen, W. -C., Lei, L., Plank, J. (2023), Dispersing Efficacy of Tailored IPEG PCEs in AAS Binders: Elucidating the Impact of PCE Molecular Weight. Industrial & Engineering Chemistry Research. https://doi.org/10.1021/acs.iecr.2c03820
Li, R., Lei, L., Sui, T., Plank, J. (2021), Approaches to achieve fluidity retention in low-carbon calcined clay blended cements. Journal of Cleaner Production, 311, 127770. https://doi.org/10.1016/j.jclepro.2021.127770
Marchetti, C. (1977), On geoengineering and the CO2 problem. Climate change, 1(1), 59 - 68. https://doi.org/10.1007/BF00162777
Möller, H. (2020), Möglichkeiten und Grenzen CO2-armer Zementproduktion. BETON, 10, 392–398.
Olsson, J., Bovet, N., Makovicky, E., Bechgaard, K., Balogh, Z., Stipp, S. L. S. (2012), Olivine reactivity with CO2 and H2O on a microscale: Implications for carbon sequestration. Geochimica et Cosmochimica Acta, Vol. 77, p. 86-97. https://doi.org/10.1016/j.gca.2011.11.001
Onan, D.D. (1984), Effects of Supercritical Carbon Dioxide on Well Cements. Permian Basin Oil & Gas Recovery Conference, Midland, Texas. March 8, 1984. SPE-12593.
Plank, J. (2022), Cements for Carbon Capture Wells. ACS Symposium Series: “Energy transition – climate action and circularity”, 29 August 2022, Vol. 1412, Chapter 8, p. 369 – 410.
Plank, J., Zhang, L. (2023), Effectiveness of zwitterionic superplasticizers in Na2SO4-activated AAS binders. Unpublished work.
Senadheera, S. S., Gupta, S., Kua, H. W., Hou, D., Kim, S., Tsang, D. C.W., Ok, Y. S. (2023) Application of biochar in concrete – A review, Cement and Concrete Composites, 143, 105204. https://doi.org/10.1016/j.cemconcomp.2023.105204.
Sugama, T., Carciello, N. R. (1992), Carbonation of hydrothermally treated phosphate-bonded calcium aluminate cements. Cement and Concrete Research, 22(5), p. 783-792. https://doi.org/10.1016/0008-8846(92)90102-2
Yoshioka, K., Obata, D., Nanjo, H., Yokozeki, K., Torichigai, T., Morioka, M., Higuchi, T. (2013), New ecological concrete that reduces CO2 emissions below zero level - new method for CO2 capture and storage. Energy Procedia, 37, p. 6018-6025. https://doi.org/10.1016/j.egypro.2013.06.530