![]()
| Review | https://doi.org/10.21041/ra.v15i2.813 |
Mejorando la sostenibilidad del concreto: uso de puzolanas de vidrio molido como material cementante suplementario en concreto de bajo carbono
Enhancing concrete sustainability: use of ground glass pozzolans as a supplementary cementitious material in low carbon concrete
Aumentando a sustentabilidade do concreto: uso de pozolanas de vidro moído como material cimentício suplementar em concretos de baixo carbono
1 Professor and Director of SMaRT Lab Glenn Department of Civil Engineering School of Civil Engineering and Environmental Engineering and Earth Sciences Clemson University Clemson, South Carolina, USA.
*Autor de contacto: prangar@clemson.edu
Recibido: 04/11/2024
Revisado: 18/03/2025
Aceptado: 25/04/2025
Publicado: 01/05/2025
| Citar como: Rangaraju, P. (2025), “Mejorando la sostenibilidad del concreto: uso de puzolanas de vidrio molido como material cementante suplementario en concreto de bajo carbono”, Revista ALCONPAT, 15 (2), pp. 92 – 107, DOI: https://doi.org/10.21041/ra.v15i2.813 |
Resumen
Esta revisión resume la disponibilidad y el procesamiento de residuos de vidrio y destaca su impacto en las propiedades del concreto en estado fresco y endurecido. La industria del concreto busca cada vez más materiales cementantes suplementarios (SCMs) sostenibles para reemplazar parcialmente el cemento Portland, ya que los SCMs tradicionales como la ceniza volante y la escoria presentan una disponibilidad decreciente. Los SCMs mejoran las propiedades mecánicas y de durabilidad del concreto, al tiempo que reducen su huella de carbono. Los residuos de vidrio procesado han surgido como una puzolana alternativa prometedora, respaldada por investigaciones extensas y aplicaciones en campo. En respuesta, ASTM desarrolló la norma C1866/C1866M-20, una especificación estándar para el uso de puzolana de vidrio molido en concreto. También se discute el potencial de las puzolanas de vidrio molido como SCMs viables para la producción de concreto de bajo carbono.
Palabras clave: puzolanas de vidrio molido, materiales cementantes suplementarios, materiales de bajo carbono.
1. INTRODUCCIÓN
La amplia disponibilidad del concreto de cemento Portland, junto con sus propiedades mecánicas y de durabilidad ajustables para satisfacer una variedad de requisitos de carga física y ambiental, y su versatilidad de aplicación, lo convierten en la principal elección de materiales para la construcción de infraestructura en la civilización moderna. Sin embargo, el cemento Portland, el principal agente aglutinante del concreto, también es conocido por contribuir con aproximadamente el 8% de las emisiones globales, con 2,8 G toneladas/año de gases de efecto invernadero (Ellis et al., 2019). Entre las estrategias que se han explorado para reducir el impacto ambiental de la construcción en concreto están el desarrollo de aglutinantes alternativos de bajo carbono para reemplazar completamente el cemento Portland y el uso de materiales cementosos suplementarios (SCMs) para la sustitución parcial del cemento Portland. Estas estrategias han sido estudiadas exhaustivamente y ampliamente experimentadas en la industria.
Aunque se han desarrollado aglutinantes de bajo carbono, como los aglutinantes activados por álcalis, su uso en la industria de la construcción está limitado a proyectos específicos, debido a las limitaciones impuestas por sus características inherentes, como la necesidad de activadores alcalinos agresivos, la necesidad de etapas adicionales de procesamiento que superen los límites de las operaciones de construcción convencionales y la falta de especificaciones adecuadas en ese momento, entre otras. La sustitución parcial del cemento Portland por SCM para reducir el impacto ambiental es una estrategia más ampliamente practicada y exitosa. La eficacia de este enfoque también se debe al hecho de que la mayoría de los SCMs, como cenizas volantes y escorias, son subproductos industriales con poca utilidad para otros fines y, si no se utilizan como SCMs en concreto, necesitan estrategias de eliminación costosas. Además, los concretos que contienen SCMs a menudo se consideran superiores en sus propiedades mecánicas y de durabilidad en comparación con las mezclas de concreto sin SCMs. Dado que la mayoría de los SCMs, son subproductos industriales, su uso en concreto reduce inherentemente la huella de carbono del concreto y proporciona un camino para su ampliación en lugar de ser desechados en rellenos sanitarios o lagunas.
En los últimos años, la disponibilidad de SCMs tradicionales, como las cenizas volantes y escorias, se ha vuelto cada vez más limitada en Estados Unidos, a medida que las industrias que producen estos materiales experimentan cambios significativos en sus procesos. La producción de cenizas volantes a partir de plantas de energía térmica de carbón está disminuyendo, a medida que las fuentes de energía renovables y las plantas de gas natural están reemplazando a las tradicionales plantas de energía térmica de carbón. De manera similar, la producción de hierro y acero está siendo cada vez más dominada por esfuerzos de reciclaje y, como resultado, la producción de escoria de alto horno se reduce significativamente. En consecuencia, hay una necesidad urgente de encontrar alternativas adecuadas a los SCMs tradicionales para su uso en la industria del concreto. Por lo tanto, el objetivo de esta breve revisión es evaluar la viabilidad de puzolanas de vidrio molido (GGPs) como materiales cementicios suplementarios sostenibles en concreto. El artículo ofrece una visión general completa del procesamiento, clasificación y rendimiento de las GGPs, incluyendo sus propiedades mecánicas, características de durabilidad y beneficios ambientales, con el objetivo de promover su adopción más amplia en el desarrollo de concreto de bajo carbono.
2. VIDRIO MOLIDO COMO MATERIAL CEMENTÍCEO SUPLEMENTARIO
El vidrio es un material ampliamente producido para su aplicación en una variedad de industrias. El tipo más común de vidrio es el vidrio de soda-cal, que se utiliza típicamente en la producción de envases y vidrio plano. La fabricación de vidrio de soda-cal consiste en combinar materias primas comúnmente disponibles: arena de sílice (SiO2), carbonato de sodio (Na2CO3) y caliza (CaCO3) en una mezcla íntima, seguida del calentamiento de la mezcla a unos 1500 ℃ para derretir las materias primas y producir vidrio. El vidrio fundido se transforma típicamente en vidrio de envase o vidrio plano. De composición química ligeramente diferente (menor contenido de álcali y mayor contenido de cal y alúmina) es el vidrio E. El vidrio E se trefila típicamente en filamentos finos y se teje en hilos de fibra para su uso en la fabricación de compuestos a base de vidrio-resina. La estimación de la industria del Potencial de Calentamiento Global (PCG) del vidrio se reporta en 0,66 toneladas de CO2e por tonelada de vidrio producido (CarbonCloud, 2024).
La gran mayoría de los residuos de vidrio producidos en Estados Unidos es vidrio de soda-cálcica. De las 12,25 millones de toneladas de vidrio fabricadas en Estados Unidos en 2018, solo 3,06 millones de toneladas fueron recicladas, y 7,55 millones de toneladas de vidrio para envases fueron enterradas directamente, quedando 1,64 millones de toneladas enterradas después de la combustión con recuperación de energía (Agencia de Protección Ambiental de Estados Unidos, 2024). La Figura 1 muestra la tendencia histórica de la producción y el desecho de vidrio en Estados Unidos desde 1960 hasta 2018 (Agencia de Protección Ambiental de Estados Unidos, 2024).
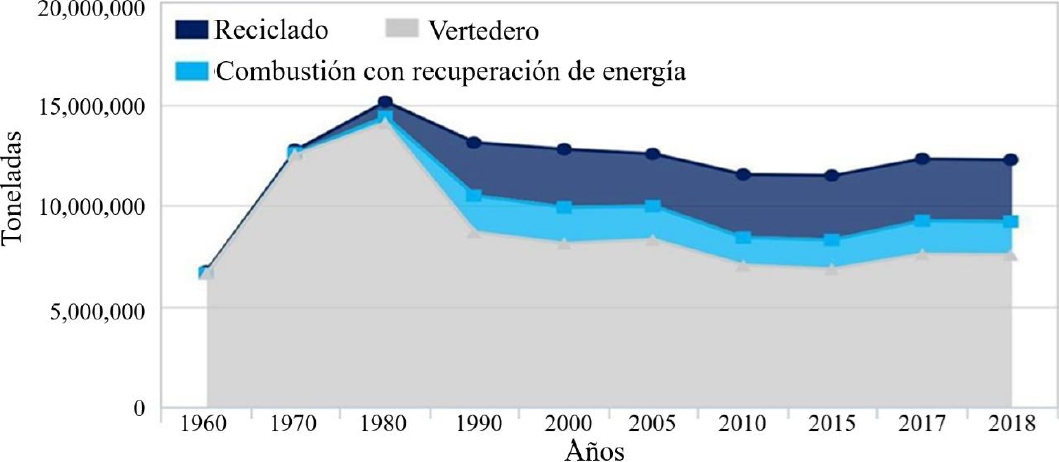
Figura 1. Tendencia histórica em la gestión de residuos de vidrio: 1960 – 2018. (Agencia de Protección Ambiental de los Estados Unidos, 2024)
El reciclaje de vidrio puede conservar una gran cantidad de materias primas necesarias para la producción de nuevo vidrio; por cada tonelada de vidrio reciclado, se conservan 590 kilos de arena (SiO2), 186 kg de carbonato de sodio (Na2CO3), 172 kg de caliza (CaCO3) y 72 kg de feldespato (NaAlSi3O8) (Reciclaje de Vidrio, 2024). Aunque la cantidad de residuos de vidrio reciclados anualmente ha aumentado de forma constante de 750 mil toneladas en 1980 a más de 3 millones de toneladas en 2018, la tasa de reciclaje de vidrio sigue estando muy por debajo de la tasa de producción de vidrio (Agencia de Protección Ambiental de los Estados Unidos, 2024), en gran parte debido a obstáculos encontrados en los flujos de recolección, como vidrio mezclado de diferentes colores y la presencia de contaminantes como metal, tierra, papel, orgánicos y otros contaminantes químicos. Muchas empresas de reciclaje intentan remediar estos problemas separando botellas de vidrio usadas en colores específicos o aceptando solo vidrio no contaminado. La Figura 2 muestra una instalación de reciclaje de vidrio donde el vidrio triturado clasificado por color se almacena en el lugar de trabajo en grandes pilas. Debido a obstáculos considerables en los procesos de recolección y reciclaje de vidrio, la tasa de reciclaje de residuos de vidrio ha sido inaceptablemente baja hasta ahora en EE. UU. (31%), aunque el reciclaje en otros países, particularmente en Europa, es mayor, alcanzando el 52% actualmente, y se proyecta que alcanzará el 90% para 2030 (Nature Editorial, 2021). Se deben considerar métodos alternativos para reducir el alto volumen de residuos de vidrio descartados en los vertederos.

Figura 2. Instalación de la recolección de residuos de vidrio y gestión de restos en una instalación de reciclaje de vidrio (Glass Recycling, 2024; Nassar e Soroushian, 2011)
El uso de residuos de vidrio como un SCM en concreto no solo evita su eliminación en vertederos, sino que también reduce el contenido de clínker del concreto y, por lo tanto, mejora la sostenibilidad del concreto. Además, los SCM basados en vidrio tienen el potencial de mejorar no solo la mecánica y la durabilidad del concreto, sino también su sostenibilidad. Basado en una estimación preliminar del potencial de calentamiento global (PCG) de la puzolana de vidrio molido (GGP), se descubrió que una tonelada de puzolana de vidrio molido procesada (GGP) tenía un Pagage 56 kg CO2e en comparación con 922 kg CO2e de cemento Portland puro (Kaminsky et al., 2020). En consecuencia, se puede lograr una reducción significativa en el PCG de mezclas de concreto en las que el cemento Portland es parcialmente sustituido por GGP.
3. QUÍMICA Y PROCESAMIENTO DE PUZOLANAS DE VIDRIO MOLIDO
Considerando que el vidrio residual es un recurso ampliamente disponible, de naturaleza amorfa y con una composición química consistente, este material puede servir como un valioso SCM para uso en concreto. Los vidrios planos y de envases, típicamente derivados de vidrios sódicos-cálcicos, contienen niveles de SiO2 y CaO de aproximadamente 70% y 10%, respectivamente, mientras que el contenido de Al2O3 es relativamente insignificante. Sin embargo, el nivel alcalino (Na2O y K2O) de estos vidrios varía entre 13% y 14% Na2Oe (Agencia de Protección Ambiental de los Estados Unidos, 2024; Reciclaje de Vidrio, 2024; Kaminsky et al., 2020). En comparación, la fibra de vidrio, que normalmente se fabrica a partir de vidrio E, contiene niveles de SiO2 y CaO de 60% y 21%, respectivamente, mientras que el contenido de Al2O3 es típicamente alrededor del 12,5% y el contenido alcalino del vidrio E es típicamente menor que 1% Na2O (Kaminsky et al., 2020). La naturaleza amorfa del vidrio de cal con soda y del vidrio E es evidente a partir de los resultados del análisis de XRD mostrados en la Figura (a) y 3(b), respectivamente. Claramente, la composición de los vidrios está muy alineada con lo que se consideraría un material puzolánico, aunque en el caso del vidrio de cal con soda, el nivel alcalino del vidrio puede necesitar ser cuidadosamente considerado, donde se requieren precauciones contra reacciones álcalis-agregado.
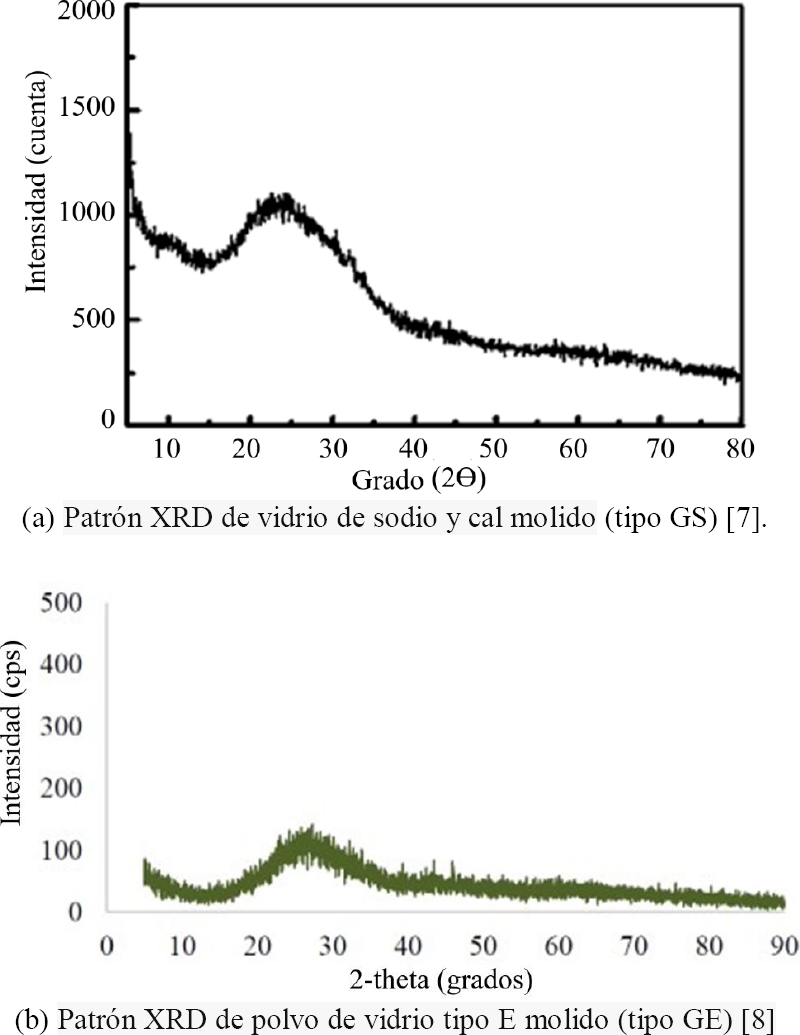
Figura 2. Patrones de difracción de rayos X de puzolanas de vidrio (a) tipo GS e (b) tipo GE.
Normalmente, la mayor parte de los residuos de vidrio se recolecta a través de sistemas de recolección municipales y se procesa en Instalaciones de Recuperación de Materiales (MRF) en Estados Unidos. El procesamiento de residuos de vidrio consiste en limpiar los residuos de vidrio para eliminar compuestos orgánicos, papel y metal del vidrio, seguido de la trituración para obtener un polvo fino de vidrio. El proceso de limpieza de vidrio puede consistir en uno o más métodos, que normalmente incluyen lavado en húmedo para eliminar compuestos orgánicos del vidrio; abrasión mecánica, fricción, así como incineración térmica para eliminar papel y otros compuestos orgánicos difíciles de quitar de la superficie del vidrio. Además, los componentes no vítreos, como los metales ferrosos, en el flujo de residuos pueden ser eliminados mediante tecnologías de separación magnética y por corrientes parásitas (Smith et al., 2019). El objetivo principal de la limpieza de residuos de vidrio es reducir el valor de pérdida por ignición (LOI) a un nivel que no tenga un impacto perjudicial en el rendimiento del concreto. La operación de limpieza es seguida por la trituración de los residuos de vidrio en un sistema de circuito cerrado con un método de clasificación por aire para reducir el tamaño a un sistema de partículas finas para mejorar su reactividad como puzolana, así como alcanzar una distribución de tamaño de partículas compatible con el cemento Portland para una compactación eficaz en el concreto.
4. ASTM C1866: ESPECIFICACIÓN ESTÁNDAR PARA GGP PARA USO EN CONCRETO
Resultados de investigaciones de estudios de laboratorio (Dezfouli, 2017; Smith et al., 2019; Tagnit-Hamou y Bengougam, 2012; Nassar y Soroushian, 2012; Shayan y Xu, 2006; Soliman, et al., 2016; Schwarz et al., 2008; Afshinnia y Rangaraju, 2015 y Rangaraju, 2016; Rangaraju, 2015; Amer et al., 2022; Torres-Carrasco et al., 2015; Cyr et al., 2012; Krstic y Davalis, 2018) y estudios de campo (Nassar y Soroushian, 2011; Shayan y Xu, 2006; Krstic y Davalos, 2019) sobre el uso de vidrio molido como un SCM en concreto, fueron utilizados como base por el subcomité ASTM C 09.24 sobre Materiales Cementosos Suplementarios para desarrollar un estándar industrial ASTM C1866 para el uso de puzolanas de vidrio molido en concreto (ASTM C1866/C1866M-20, 2020). Esta norma reconoce dos tipos de puzolanas de vidrio – Tipo GS (vidrio soda-cal) y Tipo GE (vidrio tipo E), con límites específicos para requisitos químicos, contenido amorfo del vidrio, así como requisitos físicos para su uso como materiales cementosos suplementarios en concreto (ASTM C1866/C1866M-20, 2020). La Tabla 1 muestra los requisitos químicos y físicos típicos de puzolanas de vidrio molido según ASTM C1866. La creación de la norma ASTM C1866 representa un hito significativo en el reconocimiento de puzolanas de vidrio molido como SCMs viables. La clara clasificación entre Tipo GS y Tipo GE mejora el control de calidad y fomenta el uso industrial. Sin embargo, la norma aún carece de orientaciones detalladas sobre la mitigación de la reacción álcali-sílica para GGPs altamente alcalinos (especialmente Tipo GS), lo que sigue siendo una preocupación en hormigones con agregados reactivos. Revisiones futuras deben tener como objetivo incorporar límites de mitigación de ASR basados en el rendimiento o recomendar directrices para mezclas ternarias. A medida que la adopción por parte de la industria crece, se espera que el enfoque cambie hacia estándares basados en el rendimiento y métricas de carbono del ciclo de vida.
Tabela 1. Requisitos químicos y físicos de puzolanas de vidrio molido (ASTM C1866/C1866M-20, 2020).
| Propiedades Químicas | Requisitos Químicos | Propiedades Físicas | Requisitos Físicos | |
| Tipo GS | Tipo GE | Tipo GS y GE | ||
| SiO2, min % | 60,0 | 55,0 | Finura (Cantidad retenida en el cedazo nº 325 (45 mícrons), máx. % | 5 |
| Al2O3, máx. % | 5.0 | 15.0 | ||
| CaO, máx. % | 15.0 | 25,0 | Atividad Índice con Cemento Portland, 7 Días, min % | 75 |
| Fe2O3, máx. % | 1.0 | 1.0 | ||
| SO3, máx. % | 1.0 | 1.0 | ||
| Na2Oe, máx. % | 15.0 | 4.0 | ||
| LOI, máx. % | 0,50 | 0,50 | Atividad Índice con Cemento Portland, 28 Dias, min % | 85 |
| Humedad, % | 0,50 | 0,50 | ||
| Vidrio morfo, min % | 95 | 95 | - | - |
5. RENDIMIENTO DE MEZCLAS DE MORTERO Y CONCRETO CON PUZOLANAS DE VIDRIO MOLIDO
Numerosos estudios de laboratorio y de campo se han llevado a cabo para estudiar el impacto del uso de puzolanas de vidrio opaco del tipo GS y del tipo GE como SCMs en morteros y concreto (Nassar y Soroushian, 2011; Dezfouli, 2017; Smith et al., 2019; Tagnit-Hamou y Bengougam, 2012; Nassar y Soroushian, 2012; Shayan y Xu, 2006; Soliman et al., 2016; Schwarz et al., 2008; Afshinnia y Rangaraju, 2015; Afshinnia y Rangaraju, 2016; Krstic y Davalos, 2019; Afshinnia y Rangaraju, 2015; Amer et al., 2022; Torres-Carrasco et al., 2015; Cyr et al., 2012; Krstic y Davalis, 2018). Típicamente, la dosificación de GGPs utilizada en estos estudios varió entre un 10% y un 40% como sustitución en masa del cemento Portland. El uso de GGPs en mezclasternarias con ceniza volante o escoria también se ha reportado (Kaminsky et al., 2020; ASTM C1866/C1866M-20, 2020; Afshinnia y Rangaraju, 2015). Las siguientes observaciones generales destacan el impacto de los GGPs en las propiedades frescas y endurecidas de mezclas de mortero y concreto.
5.1 Esparcimiento o Consistencia del Concreto Fresco
En términos de propiedades en estado fresco, las mezclas que contienen GGP Tipo GE y Tipo GS mostraron un comportamiento de fluidez mejorado en comparación con la mezcla de control en un rango de niveles de sustitución de cemento (Dezfouli, 2017). Además, los GGP tuvieron un mejor rendimiento que el metacaolín (MK) en niveles de sustitución de cemento comparables. La Figura 3 muestra el comportamiento de fluidez de mezclas que contienen puzolanas de vidrio molido Tipo GE, Tipo GS y MK en un nivel de sustitución de cemento del 20% en una relación agua-aglomerante constante que representa la consistencia normal para la mezcla de control. En estas mezclas, no se utilizó el aditivo reductor de agua. El rendimiento de ambos los GGPs es significativamente mejor que el de la mezcla con MK e incluso el de las mezclas de control. La principal razón de este comportamiento es que los GGPs son materiales no porosos con baja absorción de humedad. Además, las superficies de fractura concoidales de las partículas de vidrio sirven como planos de deslizamiento y permiten un movimiento más fácil de las partículas cuando la mezcla es sometida a una tensión de corte. La Figura 4 muestra la morfología típica de las partículas de vidrio molido (Cyr et al., 2012). En comparación, los SCMs como MK presentan una dispersión significativamente menor debido a la absorción de humedad. El beneficio del uso de GGPs en la mejora de la dispersión es evidente incluso en comparación con mezclas de control.
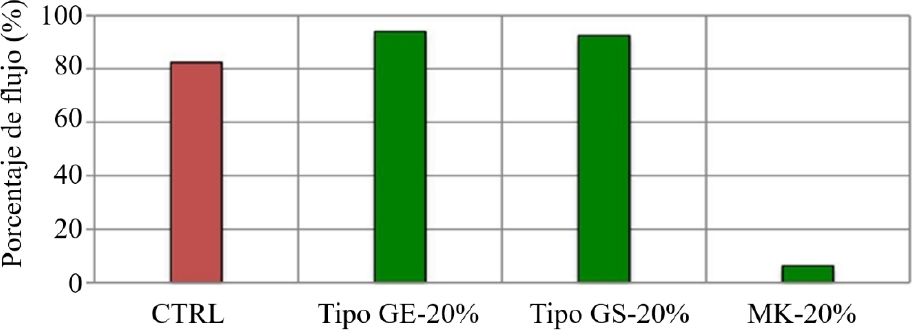
Figura 3. Comportamiento del flujo de morteros con una dosificación del 20% de puzolana de vidrio molido (tipo GE y tipo GS) y meta-caolín (Dezfouli, 2017).
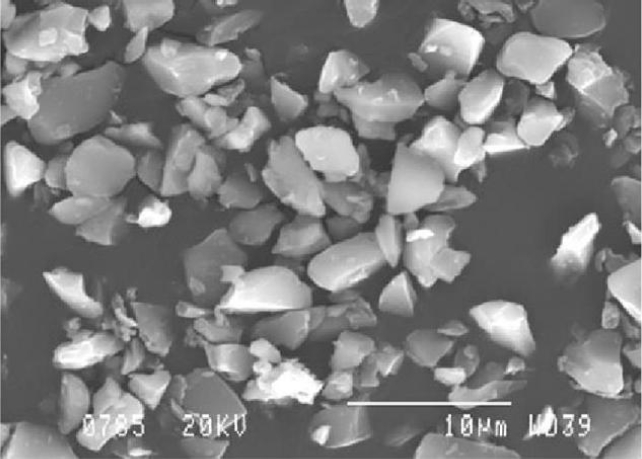
Figura 4. Morfología de la puzolana vítrea tipo GS molida (Cyr et al., 2012).
5.2 Índice Relativo de Resistencia (Actividad)
Dezfouli (2017) y Afshinnia (2015, 2016) investigaron el índice de actividad de resistencia de los GGPs Tipo GS y Tipo GE y lo compararon con el metacaolín como referencia. En estos estudios, se evaluaron niveles de dosificación de sustitución de cemento del 10%, 20% y 30% en masa (Dezfouli, 2017; Afshinnia y Rangaraju, 2015; Afshinnia y Rangaraju, 2016). A partir de los datos mostrados en la Figura 5, es evidente que los GGPs Tipo GE y Tipo GS cumplen con el índice mínimo de actividad de resistencia del 85% en 28 días según ASTM C1866 en niveles de sustitución del 10% y 20%. Sin embargo, el GGP Tipo GE cumplió con el requisito incluso con un nivel de sustitución del 30%. Además, la puzolana de cemento tipo GE mostró un mejor rendimiento en comparación con la puzolana de cemento tipo GS en dosificaciones equivalentes, lo que se debe principalmente a la diferencia en la finura de las dos puzolanas. En estos estudios, se observó que la puzolana MK y la puzolana tipo GE se presentaron más finas, con d50 de 1,5 y 7 µm, respectivamente, mientras que la puzolana tipo GS presentó un d50 de 17 µm. Las mezclas con MK superaron las puzolanas tipo GS y tipo GE en niveles de sustitución de cemento del 10% y 20%. La falta de trabajabilidad adecuada en mezclas con 30% de MK impidió que se considerara en las pruebas el índice relativo de actividad de resistencia.
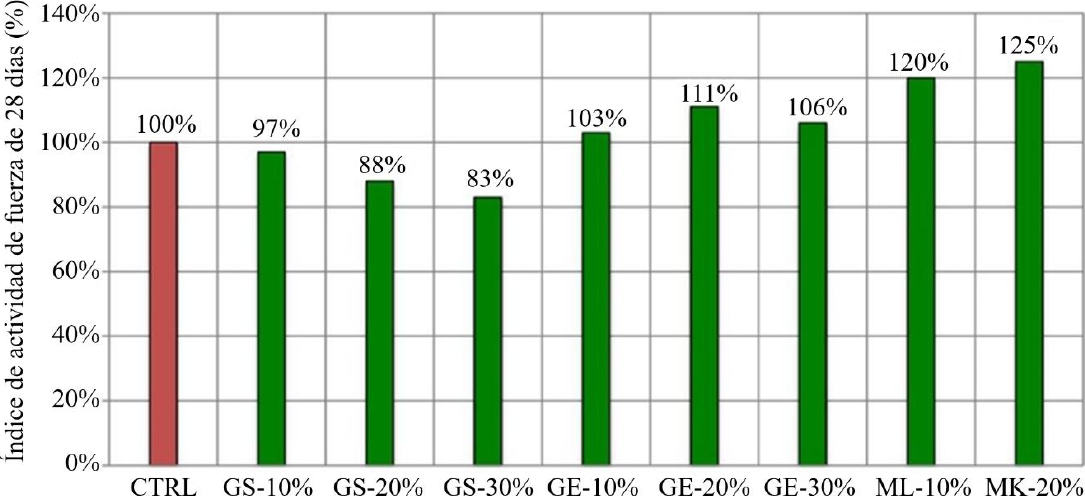
Figura 5. Índice relativo (actividad) de resistencia de mezclas de mortero que contienen puzolanas tipo GE, GS y MK en 28 días (Dezfouli, 2017).
5.3 Reactividad Puzolánica
La reactividad puzolánica de los GGP y metacaolín (MK) a un nivel de dosificación del 20% fue estudiada mediante análisis termogravimétrico por Dezfouli (2017). Los resultados de este estudio se muestran en la Figura 6. El contenido de CH de todas las mezclas fue normalizado en relación con el contenido de cemento en las mezclas, de manera que se contabiliza el efecto de dilución de la sustitución del cemento Portland. A partir de estos resultados, es evidente que el MK es mucho más eficaz en su reacción puzolánica en comparación con ambos GGP a un nivel de sustitución del 20% a los 28 y 56 días. Sin embargo, los GGP muestran un comportamiento puzolánico ligeramente mejorado a los 56 días en comparación con los 28 días. Cabe señalar que, aunque el contenido de CH de mezclas con puzolanas es previsiblemente menor que el de la mezcla de control, es decir, debido a una combinación de efectos de dilución y puzolánicos, la probabilidad del efecto de nucleación de puzolanas finas en la hidratación acelerada del cemento Portland está inherentemente incorporada en estos experimentos, aunque no cuantificada. Por lo tanto, la reducción de CH a cualquier edad es un efecto neto de la diferencia entre el mayor contenido de CH debido al efecto de nucleación en presencia de puzolanas más finas y la reducción en el contenido de CH causada por una combinación de los efectos de dilución y puzolánicos de las puzolanas. Además, la reactividad puzolánica es una función de la finura de las puzolanas. En este estudio, el tamaño medio de partícula (d50) de la puzolana Tipo GS se informó como 17 micrones, mientras que la puzolana Tipo GE y MK se informaron como 7 y 2 micrones, respectivamente, lo que también explica las diferencias relativas entre los resultados de las tres puzolanas (Dezfouli, 2017). Los resultados de las pruebas del índice relativo de actividad de resistencia mostrados en la Figura 5 corroboran los hallazgos de los resultados mostrados en la Figura 6.
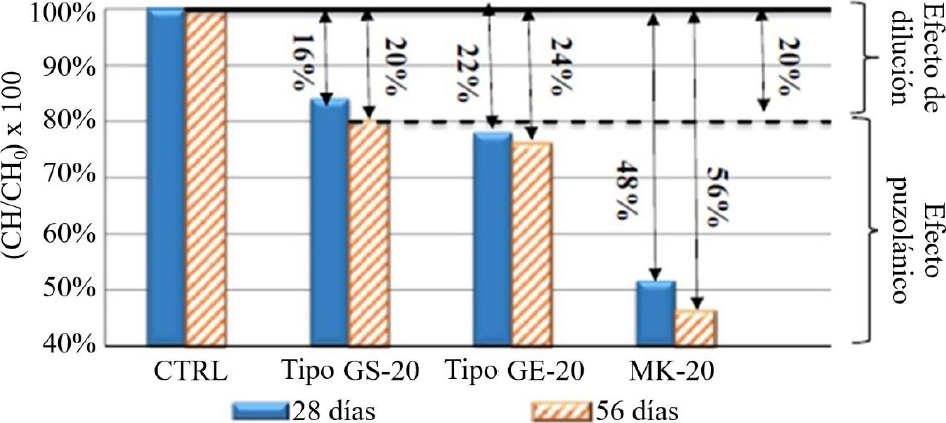
Figura 6. Teoría normalizada de hidróxido de calcio de muestras de pasta que contienen un 20% de nivel de sustitución de cemento de puzolanas tipo GS, tipo GE y MK (Chakraborty et al., 2010).
5.4 Eficacia de los GGPs en la mitigación de la reacción álcali-sílice
El potencial de reacción álcali-sílice en el concreto se mitiga con frecuencia mediante el uso de puzolanas en dosis suficientes, dependiendo del grado de reactividad del agregado. En este sentido, la eficacia de las puzolanas no se basa solo en su capacidad para reaccionar con el hidróxido de calcio a través de la reacción puzolánica para producir gel CSH o CASH y retener los álcalis presentes en la solución de los poros, sino que también depende de la capacidad de las puzolanas para refinar la estructura de los poros del concreto para minimizar la migración de humedad hacia el concreto. Estos mecanismos que ayudan a suprimir la reacción álcali-sílice son, por tanto, una función tanto de la composición química de las puzolanas como de sus propiedades físicas, como su finura. Además, la eficacia de la mitigación de la ASR de ciertas puzolanas alcalinas dependerá también de la disponibilidad de los álcalis de la puzolana en la solución de los poros y del aumento de la carga alcalina en el concreto. En cuanto a los GGPs, la presencia de álcalis en el Tipo GS no debe ser motivo de preocupación cuando no hay agregados reactivos presentes en el concreto. Sin embargo, el uso de GGP Tipo GS puede ser preocupante cuando un agregado reactivo está presente en la matriz de concreto. La Figura 7 muestra los resultados del cambio de longitud de la prueba de prisma de concreto en miniatura (MCPT) basado en la AASHTO T380 (Dezfouli, 2017). En estas pruebas, se utilizó un agregado de arcillita silicosa altamente reactivo en mezclas de concreto con un ligante que consistía en mezclas binarias de cemento Portland con Tipo GS, Tipo GE y metacaolín (MK). En estas pruebas, se utilizaron puzolanas Tipo GS y Tipo GE en niveles de sustitución en masa del 10%, 20% y 30% de cemento Portland, mientras que MK solo se utilizó a un nivel de sustitución del 10%. Las mezclas con niveles más altos de sustitución de MK no fueron aceptables en relación con la trabajabilidad y, por lo tanto, no se utilizaron. En esta prueba, el agregado se consideró reactivo si el nivel de expansión excedía el 0,04% a los 56 días, y la puzolana se consideró eficaz en la mitigación de la ASR si el nivel de expansión se mantuviera por debajo del 0,02% a los 56 días. Estos dos niveles límite están indicados por líneas punteadas identificadas con * y ** en la leyenda de la Figura 7.
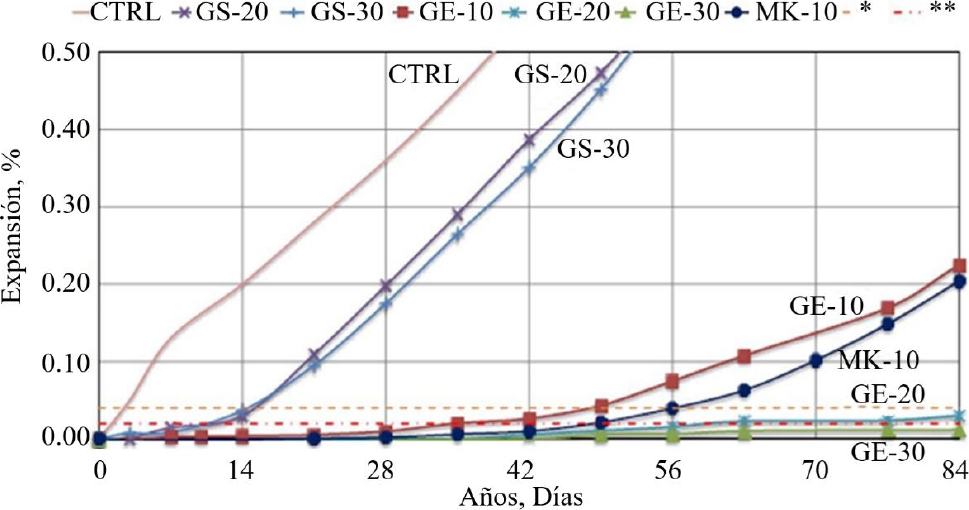
Figura 7. Comportamiento de expansión de prismas de concreto en la prueba AASHTO T380 (Dezfouli, 2017). *Límite de expansión (0,04%) para CTRL a los 56 días, **Límite de expansión (0,02%) para muestras que contienen SCM a los 56 días.
Los resultados de estos estudios mostraron que la muestra CTRL mostró un nivel muy alto de expansión incluso antes de los 56 días y fue claramente indicativo de la presencia de un agregado altamente reactivo. Sin embargo, cuando se usó la puzolana Tipo GS en niveles de sustitución de cemento del 20% y 30%, se consideró ineficaz en mitigar la expansión en ambos niveles de dosificación. No obstante, cuando se utilizó la puzolana Tipo GE, el comportamiento de expansión del concreto se redujo sustancialmente en todos los niveles de dosificación, aunque el nivel de dosificación del 10% se consideró insuficiente para mitigar la expansión por debajo del límite del 0,02% a los 56 días. La puzolana Tipo GE en niveles de dosificación del 20% y 30% se consideró eficaz para mitigar la expansión por debajo del límite a los 56 días. Mientras que la MK fue capaz de reducir sustancialmente la expansión en prismas de concreto en un nivel de dosificación del 10%, ese nivel de dosificación fue inadecuado para mitigar la expansión ASR por debajo del límite del 0,02% a los 56 días. Claramente, a partir de este estudio, es evidente que la puzolana Tipo GS no fue capaz de mitigar la expansión de la ASR incluso en un nivel de dosificación del 30%, y el contenido alcalino dentro del vidrio probablemente está contribuyendo a la carga alcalina en el concreto. Tagnit-Hamou informó que el desempeño de mitigación de la ASR de la puzolana Tipo GS puede mejorarse significativamente en mezclas ternarias con sílica activa, metacaulín y escoria, como se observa en la Figura 8 (Kaminsky et al., 2020). En un estudio diferente por Amer et al., se demuestra que el uso de puzolana Tipo GE en cantidades moderadas puede mejorar significativamente el desempeño de la ceniza volante Clase C (CFA) en la mitigación de la ASR, como se ve en la Figura 9 (Amer et al., 2022).
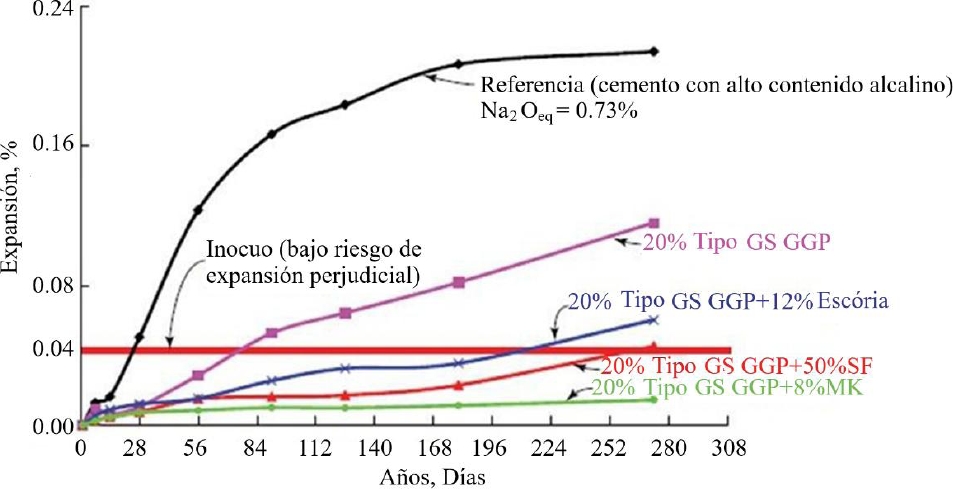
Figura 8. Comportamiento de cambio de longitud de prismas de concreto que contienen agregado de caliza Spratt en mezclas binarias yternarias de puzolana tipo GS con escoria, sílice activa y metacaolín (Cortesía de Arezki Tagnit -Hamou, Universidad de Sherbrooke) (Kaminsky et al., 2020).
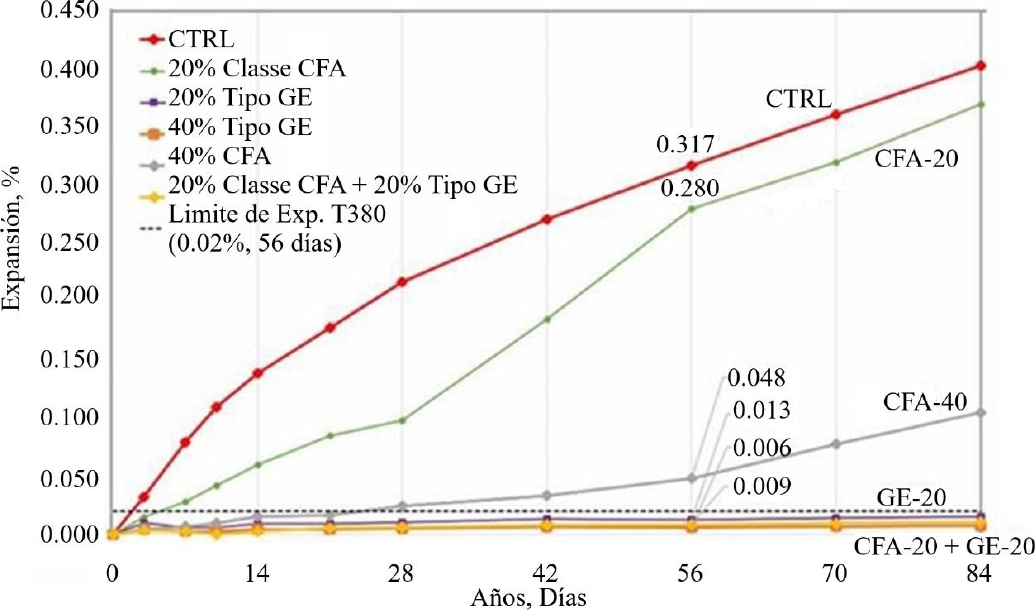
Figura 9. Comportamiento de cambio de longitud de prismas de concreto en la prueba AASHTO T380, que contienen mezclas binarias de puzolana Tipo GE y ceniza volante Clase C (CFA) con un agregado de arcilla siliciosa altamente reactiva (Amer et al., 2022).
5.5 Eficacia de los GGPs en la minimización de la permeabilidad al cloruro
Minimizar la permeabilidad del concreto al cloruro es esencial para mejorar la durabilidad del concreto armado contra la corrosión de las armaduras. En este sentido, la eficacia de los GGPs en la reducción de la permeabilidad al cloruro ha sido investigada en diversos estudios (Dezfouli, 2017; Amer et al., 2022; Krstic y Davalis, 2018). Las Figuras 10 y 11 muestran los resultados de las pruebas de Permeabilidad Rápida de Iones de Cloruro conforme a ASTM C1202 en tres mezclas que contienen un 20% de dosificación de puzolana. El rendimiento de la puzolana Tipo GS es comparable al de la ceniza volante Clase F en edades posteriores (28 días y 56 días), mientras que el rendimiento de la Tipo GE es superior al de otras puzolanas evaluadas en este estudio [Rashidian]. En otro estudio, se evaluó la influencia de diferentes niveles de dosificación de puzolana Tipo GE y se comparó con una mezcla de Control y otra mezcla con un 20% de ceniza volante Clase F, como se muestra en la Figura 11. Estos resultados indican claramente el rendimiento superior de los GGPs en el control de la permeabilidad al cloruro en el concreto.
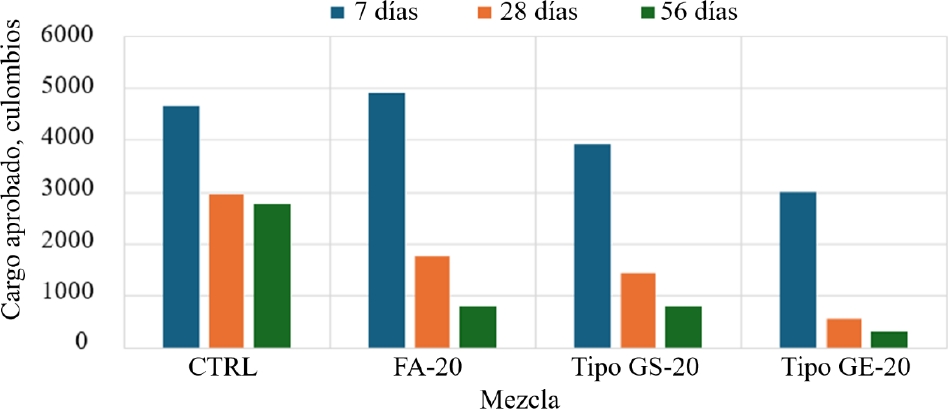
Figura 10. Influencia del tipo de puzolana en los resultados del RCPT. Valores de Coulomb inferiores a 1000 se consideran de permeabilidad muy baja. (Dezfouli, 2017; Amer et al., 2022).
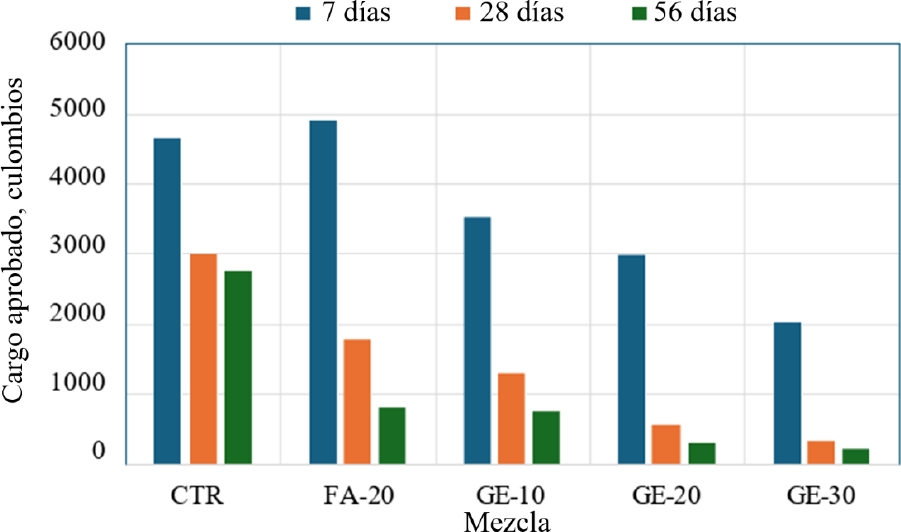
Figura 11. Influencia de la puzolana tipo GE en los resultados del RCPT. Valores de Coulomb inferiores a 1000 se consideran de permeabilidad muy baja. (Dezfouli, 2017).
6. CONCLUSIONES
El vidrio a base de sílice es un material producido universalmente con una amplia variedad de aplicaciones en la civilización moderna. Mientras que millones de toneladas de este material se producen y una fracción de él se recicla cada año, la gran mayoría del vidrio se recolecta como residuo y se descarta en vertederos en los Estados Unidos. Dado que el vidrio es un material de composición química consistente y con estructura de sílice amorfa, es extremadamente adecuado como un material cementante suplementario para su uso en concreto de cemento Portland. Además, se puede considerar el vidrio como un material de bajo carbono en todos los sentidos en comparación con el cemento Portland. En su estado inicial de producción, es decir, estado virgen, mientras se producen 0,66 toneladas de CO2 por cada tonelada de vidrio fabricado, para producir una puzolana Tipo GS o Tipo GE finamente molida, se necesitan solo 0,056 toneladas de CO2e por una tonelada de puzolana de vidrio molido (Nassar y Soroushian, 2011). Esto es significativamente menor que la huella de carbono del cemento, que es de 0,922 toneladas de CO2 por tonelada de cemento Portland puro, producida. Tanto las puzolanas de vidrio molido Tipo GS como las de vidrio molido Tipo GE han demostrado ser puzolanas eficaces, no solo mejorando las propiedades mecánicas, sino también los problemas de durabilidad del concreto. Obviamente, donde haya potencial para reacción álcali-sílice, el uso de la puzolana de vidrio molido Tipo GS debe ser considerado en mezclas ternarias con otras puzolanas, como escoria, sílice activa, ceniza volante Clase F o metacaolín. Además, el uso de puzolanas de vidrio ayuda a mejorar la trabajabilidad de la mezcla de concreto en estado fresco y puede reducir la necesidad de aditivos reductores de agua para mejorar la trabajabilidad.
Considerando todos estos atributos positivos de las puzolanas de vidrio molido, el uso de puzolanas de vidrio molido tipo GS y GE puede servir como una de las muchas estrategias necesarias para reducir la huella de carbono en formulaciones modernas de concreto. Además, el uso de residuos de vidrio como puzolana en concreto minimiza significativamente la necesidad de vertederos, demostrando ser una solución ambientalmente beneficiosa. Con el advenimiento de la norma ASTM C1866 para puzolanas de vidrio molido, el futuro del uso de puzolanas de vidrio molido en concreto es prometedor y es racionalizado por especificaciones rigurosas que garantizan un rendimiento superior del concreto, alcanzando este objetivo a través de un enfoque de bajo carbono y ambientalmente sostenible.
7. AGRADECIMIENTOS
El autor gustaría agradecer a sus antiguos alumnos Dr. Hassan Rashidian Dezfouli, Dr. Kaveh Afshinnia, Dr. Omar Amer, así como a los miembros del comité ASTM C09.24 por trabajar juntos y desarrollar el estándar ASTM C1866 para puzolanas de vidrio molido.
8. REFERENCIAS
Ellis, D. A., Badel, A. F., Chiang, M. L., Park, R. J. Y., Chiang, Y. .M (2019), Toward Electrochemical Synthesis of Cement – An Electrolyzer-Based Process for Decarbonating CaCO3 while Producing Useful Gas Streams, Proceedings of the National Academy of Sciences of the United States of America, Vol. 117 (23) 12584-12591, https://doi.org/10.1073/pnas.1821673116
CarbonCloud (2024), https://apps.carboncloud.com/climatehub/product-reports/id/41919745467; Accessed on October 31, 2024
United States Environmental Protection Agency (2024), Report on Facts and Figures about Materials, Waste and Recycling, Glass: Material-Specific Data, Accessed on October 16, https://www.epa.gov/facts-and-figures-about-materials-waste-and-recycling/glass-material-specific-data#GlassOverview
Glass Recycling (2024), How is Glass Recycled? Compactor Management Company, Website Accessed on October 1, How to Recycle Glass? | Compactor Management Company (https://norcalcompactors.net)
Nassar, R. -U. -D., and Soroushian, P. (2011), “Field investigation of concrete incorporating milled waste glass,” Journal of Solid Waste Technology and Management, V. 37, No. 4, pp. 307-319. https://doi.org/10.5276/JSWTM.2011.307
Kaminsky, A., Krstic, M., Rangaraju, P. R., Tagnit-Hamou, A., Thomas, M. D. A. (2020), Ground- Glass Pozzolan for Use in Concrete, Concrete International, Vol. 42, No. 11, pp. 24-32.
Chakraborty, R., Dey, A., Mukhopadhyay, A. K. (2010), Loading Rate Effect on Nanohardness of Soda-Lime-Silica Glass, Metallurgical and Materials Transactions A., Vol. 41, pp:1301-1312. https://doi.org/10.1007/s11661-010-0176-8
Dezfouli, H. R. (2017), Characterization and Evaluation of Ground Glass Fiber as a Cementitious Component in Portland Cement and Geopolymer Concrete Mixtures, [PhD Dissertation, Clemson University], Retrieved from https://open.clemson.edu/all_dissertations/1994.
Smith, Y. R., Nagel, J. R., Rajamani, J. R. (2019), Eddy current separation for recovery of non-ferrous metallic particles: A comprehensive review, Minerals Engineering, Vol. 133, pp. 149-159. https://doi.org/10.1016/j.mineng.2018.12.025
Tagnit-Hamou, A., Bengougam, A. (2012), “The Use of Glass Powder as Supplementary Cementitious Material,” Concrete International, Vol. 34, No. 3, pp. 56-61.
Nassar, R. -U. -D., Soroushian, P. (2012), “Strength and durability of recycled aggregate concrete containing milled glass as partial replacement for cement” Construction and Building Materials, V. 29, pp. 368-377. https://doi.org/10.1016/j.conbuildmat.2011.10.061
Shayan, A., Xu, A. (2006), “Performance of glass powder as a pozzolanic material in concrete: A field trial on concrete slabs,” Cement and Concrete Research, V. 36, No. 3, pp. 457-468. https://doi.org/10.1016/j.cemconres.2005.12.012
Soliman, N. A., Omran, A. F., Tagnit-Hamou, A. (2016), “Laboratory Characterization and Field Application of Novel Ultra-High-Performance Glass Concrete,” ACI Materials Journal, V. 113, No. 3, pp. 307-316. https://doi.org/10.14359/51688827
Schwarz, N., Cam, H., Neithalath, N. (2008), “Influence of a fine glass powder on the durability characteristics of concrete and its comparison to fly ash,” Cement and Concrete Composites, V. 30, No. 6, pp. 486-496. https://doi.org/10.1016/j.cemconcomp.2008.02.001
Afshinnia, K., Rangaraju, P. R. (2015), Influence of fineness of ground recycled glass on mitigation of alkali–silica reaction in mortars, Journal of Construction and Building Materials, Vol. 81, pp. 257-267. https://doi.org/10.1016/j.conbuildmat.2015.02.041
Afshinnia, K., Rangaraju, P. R. (2016), “Sustainable Use of Recycled Glass in Portland Cement Concrete”, The Journal of Solid Waste Technology and Management, Volume 42, issue 1, pp. 16-24. https://doi.org/10.5276/JSWTM.2016.16
Krstic, M., Davalos, J. F. (2019), “Field Application of Recycled Glass Pozzolan for Concrete,” ACI Materials Journal, V. 116, No. 4, pp. 123-131. https://doi.org/10.14359/51716716
ASTM International (2020), ASTM C1866/C1866M-20: Standard Specification for Ground Glass Pozzolan for Use in Concrete, West Conshohocken, PA. https://doi.org/10.1520/C1866_C1866M-20
Afshinnia, K., Rangaraju, P. R. (2015), “Efficiency of Ternary Blends Containing Fine Glass Powder in Mitigating Alkali-Silica Reaction”, Journal of Construction and Building Materials, Vol. 100, pp. 234-245. https://doi.org/10.1016/j.conbuildmat.2015.09.043
Amer, O. A., Rangaraju, P. R., Dezfouli, H. R. (2022), Effectiveness of binary and ternary blended cements of class C fly ash and ground glass fibers in improving the durability of concrete. Journal of Sustainable Cement-Based Materials, Vol. 11, No. 2, pp. 127-136. https://doi.org/10.1080/21650373.2021.189908
Torres-Carrasco, M., Tognonvi, M. T., Tagnit-Hamou, A., Puertas, F. (2015), Durability of Alkali- Activated Slag Concrete Prepared Using Waste Glass as Alternative Activator, ACI Materials Journal, V. 112, No. 6, pp. 791-800. https://doi.org/10.14359/51687903
Cyr, M., Idir, R., Poinot, T. (2012), Properties of Inorganic Polymer (Geopolymer) Mortars Made of Glass Cullet, Journal of Material Science, Vol. 47, No. 6, pp. 2782-2797. https://doi.org/10.1007/s10853-011-6107-2
Krstic, M., Davalis, J. F. (2018), Macro- and Micro-Structure Evaluations of Recycled Post-Consumer Glass Cementitious Material for Concrete, Proceedings of SynerCrete’ 18: International Conference on Interdisciplinary Approaches for Cement-Based Materials and Structural Concrete, Funchal, Madeira Island, Portugal, Oct 2018, pp. 261-266.
Nature Editorial (2021), Glass is the hidden gem in a carbon-neutral future, Nature, 599, pp. 7-8. https://doi.org/10.1038/d41586-021-02992-8
