![]()
| Review | https://doi.org/10.21041/ra.v15i2.809 |
Processo de extração de lítio, β-espodumeno. Potencial de material cimentício suplementar para aplicações em geopolímero ou em concreto convencional com pegada de CO2 reduzida
Delithiated β-Spodumene of lithium mineral extracting process, a potential supplementary cementitious material for geopolymer & conventional concrete applications with reduced CO2 footprint
1 Curtin University WA & MRWA, Australia.
*Autor de contato: didar.cheema@mrwa.wa.gov.au
Recebido: 24/11/2024
Revisado: 10/04/2025
Aceito: 24/04/2025
Publicado: 01/05/2025
| Citar como: Cheema, D. S. (2025), “Processo de extração de lítio, β-espodumeno. Potencial de material cimentício suplementar para aplicações em geopolímero ou em concreto convencional com pegada de CO2 reduzida.”, Revista ALCONPAT, 15 (2), pp. 108 – 122, DOI: https://doi.org/10.21041/ra.v15i2.809 |
Resumo
Este artigo apresenta a viabilidade do uso de β-espodumeno (DBS) proveniente do lítio, em combinação com SCMs convencionais - escórias (GGBFS) como subproduto de cinzas volantes de baixo cálcio, para aplicações em concreto geopolímero sustentável não estrutural, tais como: aterro, material para aplicações de concreto não estrutural (caminho para pedestres, áreas de descanso, enchimento de ilhas de tráfego, etc.) com pegada de CO2 reduzida. As baterias recarregáveis que armazenam energia sob a forma de produtos químicos e a convertem em energia elétrica, são vistas como a alternativa verde. O ingrediente chave destas baterias é o lítio. O lítio é processado a partir de α-espodumeno natural para β-espodumeno. O DBS em sua forma lixiviada como escória de lítio, é composto por quartzo (SiO2) e óxido de alumínio (Al2O3), como cinzas volantes. Eles podem ser SCMs alternativos potenciais para aplicações em geopolímero ou em concreto convencional DBS, total ou parcialmente, em combinação com outros materiais cimentícios suplementares (SCMs) usuais.
Keywords: cinzas volantes com baixo teor de cálcio; concreto geopolimérico; ativador alcalino; β-espodumênio desintegrado (DBS/escória de lítio); materiais cimentícios suplementares (SCM) comuns.
1. ANTECEDENTES
O uso de ligantes no setor da construção civil já existe há um milênio, mas o mais comum é o ligante hidráulico de Cálcio-Silicato-Hidratado (CSH), cuja origem remonta ao início do século XIX. Ao longo de um período de 200 anos, ou seja, até o final do século XX, sua demanda acumulada foi de cerca de 1,2 bilhão de toneladas por ano e, nos últimos 30 a 35 anos, sua forte tendência de consumo como concreto OPC o tornou o segundo produto mais consumido no planeta, depois da água (Mohammed, et al. 2013). Com a demanda cada vez maior por Cimento Portland Comum (OPC) como um ligante proeminente no setor de construção, a principal preocupação é a quantidade significativa de emissão de gases de efeito estufa (GEE) devido à queima de calcário e argila juntos a cerca de 1450 °C. O processo de produção do OPC envolveu 40% de emissão de CO2 da queima de combustível fóssil e 50% devido ao processo de fabricação de clínquer e sua moagem, enquanto os 10% restantes das emissões são provenientes do transporte do produto acabado e dos processos de produção inicial (Hendriks, et al. 1999; Mohammed, et al. 2013; WBCSD, 2012). Abaixo estão os principais constituintes de um clínquer moderno acabado em cimento Portland (Mohammed, et al. 2013).
| Silicato tricálcico | - | 50% CA3SIO5 ou 3CAOSIO2 |
| Silicato dicálcico | - | 25% CA2 SIO4 ou 2CAOSIO2 |
| Aluminato tricálcico | - | 10% CA3 AL2O6 ou 3CAOAL2O3 |
| FerroAluminato tetracálcico | - | 10% CA4 AL2 FE2 O10 ou CAOAL2O3 FE2 O3 |
| Gesso | - | 5% CASO4 2H2O |
Isso depende ainda mais da disponibilidade de reservas de materiais necessários e varia de país para país, conforme a norma AS 3972, em comparação com os padrões aplicáveis no Reino Unido e na Europa, BS EN 197 (BSI, 2011). Os tipos de cimentos produzidos em combinação com a substituição parcial de OPC por SCM estão resumidos na Tabela 1 abaixo.
Tabela 1. Cimentos Padronizados
| CLASSIFICAÇÃO DOS TIPOS DE CIMENTO COMUNS DE ACORDO COM A NORMA AS 3972 | CLASSIFICAÇÃO DOS TIPOS DE CIMENTO COMUNS DE ACORDO COM A BS EN 197-1:2011*. |
| Cimento Portland de uso geral (GP) pode conter até 5% de adição de minerais aprovados conforme AS 3582, que pode ser calcário contendo não menos que 80% em peso de CaCO3. | Cimento Portland CEM I e até 5% de constituintes adicionais menores (o OPC original) |
| Cimento Misto de Uso Geral (GB) - adição de 35% de GGBS conforme AS 3582 (GGBS) e 65% de GP no produtor de cimento. | Cimento composto Portland CEM II com até 35% de outro material cimentício suplementar (SCM), como calcário moído, cinza volante ou escória de alto-forno granulada moída (GGBS) |
| Cimento de baixo calor de hidratação (LH) com 35% GP e 65% GGBS conforme AS 3582. | Cimento de alto-forno CEM III Cimento Portland com maior porcentagem de escória de alto-forno, geralmente em torno de 60% a 75% |
| GP com proporção variável de SCM pozolânico, conforme AS3582, uma mistura composta de cimento GP, que pode ser com GGBS e cinza volante ou material pozolânico selecionado. Este tipo de ligante GB pode ser a exceção à AS3972. | Cimento pozolânico CEM IV Cimento Portland com até 55% de constituintes pozolânicos selecionados |
| Cimento Portland composto CEM V misturado com GGBS ou cinza volante e material pozolânico |
*Mohammed S Imbabi et al, 2013.
A revisão da produção de OPC indicou um consumo de cerca de 3,6 bilhões de toneladas/ano globalmente até 2010, como visto na Figura 1a). Isso foi quase 3 vezes maior do que no final do século XX (Mohammed et al. 2013; (WBCSD, 2012).
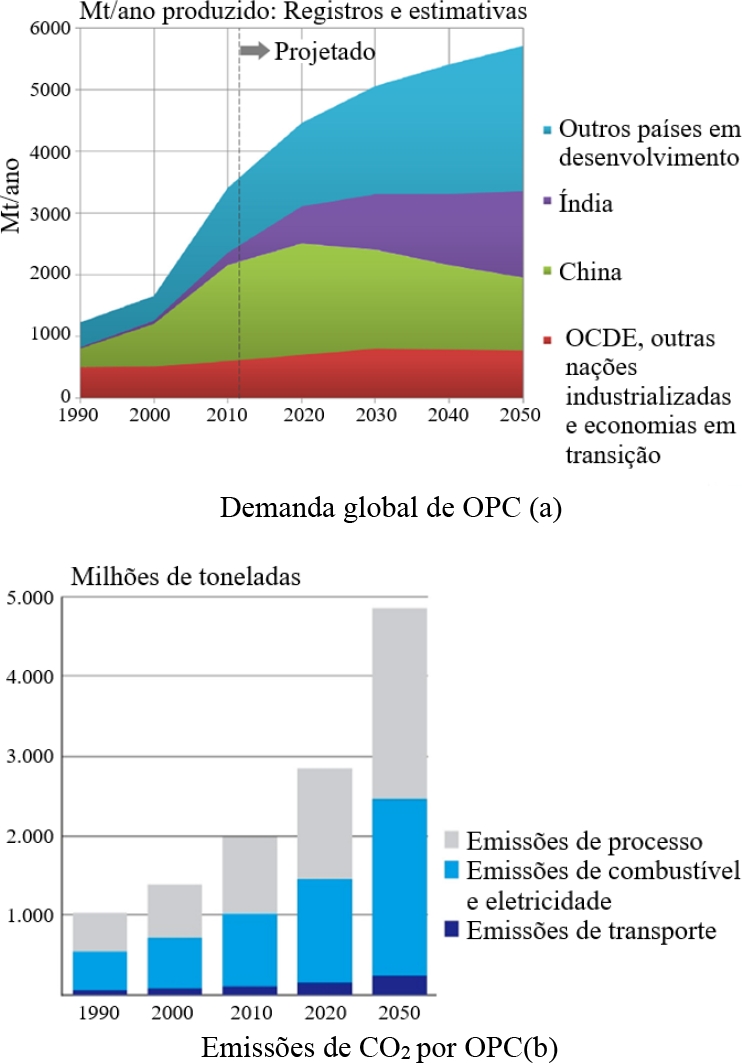
Figura 1. Demanda global de OPC (a) e emissão de CO2 de OPC (b)
Até 2050, a previsão é de que a demanda por concreto armado (OPC) seja de cerca de 6 bilhões de toneladas globalmente, com emissões de CO2 projetadas aproximadamente 5 vezes maiores que as de 1990 pela indústria cimenteira, caso não sejam feitas mudanças nos métodos de produção atuais, conforme indicado na Figura 1(b). Isso ocorrerá com a crescente tendência de urbanização em países em desenvolvimento, como China e Índia, em particular. Com o uso mundial estimado de concreto, que é da ordem de 15 bilhões de toneladas/ano, a demanda por cimento Portland comum (OPC) é de 4 bilhões de toneladas/ano (Garside, 2021), e é responsável por 8% das emissões globais de CO2 (Andrew, 2019). Os fabricantes de concreto, que utilizam a maior parte do OPC, são os quatro maiores contribuintes para as emissões globais de carbono causadas pelo homem, atrás apenas do petróleo, carvão e gás natural.
2. INTRODUÇÃO
Subprodutos comuns que podem ser usados para substituição parcial do cimento em concreto convencional como SCMs e como ligante para concreto ativado por álcalis (concreto geopolimérico) para reduzir as emissões de CO₂ são principalmente as cinzas volantes de usinas termelétricas a carvão, a escória granulada de alto-forno moída (GGBFS) de processos de siderurgia e a argila metacaulim de argila de caulim. No entanto, os países desenvolvidos estão recorrendo a meios de energia mais sustentáveis no setor de transportes, optando por fontes alternativas de geração de energia em relação à energia a carvão para reduzir a dependência de combustíveis fósseis no setor de transportes e reduzir as emissões de gases de efeito estufa (GEE), que representam cerca de 27 % da energia global. Emissões de CO2. Essas potenciais mudanças no setor energético podem significar a eliminação gradual de sistemas de geração de energia no futuro que podem ser proeminentes nas emissões de CO2 como usinas termelétricas a carvão. Isso pode se transformar em uma lacuna potencial na cadeia de suprimentos de cinzas volantes - SCM em alguns países, apesar dos princípios da economia circular de cinzas volantes - SCM estarem bem estabelecidos nos últimos 50 anos. Trabalhos recentes ressaltam que a substituição de 100% do OPC por cinzas volantes em concreto geopolímero ativado por álcalis é viável. No entanto, a dependência de usinas termelétricas a carvão em países em desenvolvimento pode continuar por algum tempo no futuro para sua demanda de energia, o que sustenta o consumo atual de carvão, que ainda é o maior em comparação com outros meios de produção de energia, ou seja, mais de 8 bilhões de toneladas a cada ano (Coal, Worldometer, 2024).
Fontes alternativas de energia, ou seja, o uso de baterias recarregáveis que armazenam energia na forma de produtos químicos e a convertem em energia elétrica sob demanda, são vistas como alternativas mais sustentáveis para o setor de transportes e para o armazenamento de energia renovável. O principal ingrediente dessas baterias é o lítio. Ao obter esse lítio a partir de minerais, os EUA, a Austrália, a China e os países da África do Sul (Congo e Zimbábue) contam com fontes consideráveis em relação a outras partes do mundo, como mostrado na Figura 2 abaixo (Oderji et al., 2019).

Figura 2. Recursos Minerais Globais de Lítio Fonte: Relatório M532 da MRIWA. Segundo Li et al (2019).
O lítio é processado a partir do α -espodumêno natural para o β- espodumêno para essas baterias recarregáveis e o de - litio β- espodumênio (DBS) em sua forma lixiviada, também conhecida como Escória de Lítio (LS) como subproduto, é composta de quartzo (SiO₂) e óxido de alumínio (Al2O2), semelhante à cinza volante SCM. O processo de extração mais comum é por digestão com ácido sulfúrico concentrado e é brevemente abordado no subtítulo 2.1 abaixo. Com isso em mente, a viabilidade do uso de β-espodumênio deslitiado (DBS), em combinação com SCMs convencionais - escória (GGBFS) como subproduto de cinza volante com baixo teor de cálcio, para aplicações de concreto geopolimérico sustentável não estrutural, é discutida.
2.1 Processo de extração de H2SO4 do mineral de lítio
O processo de extração mais comum de lítio é com o processo de digestão usando ácido sulfúrico concentrado e, portanto, sua forma lixiviada, ou seja, escória de lítio é com resíduos de sulfito. Como o lítio é encontrado em uma concentração muito baixa em rochas ígneas, seus processos de extração mais comuns geralmente empregam uma calcinação a 1100 ◦C para transformar α -espodumênio em uma fase β mais reativa. Na redução desses minerais brutos para espodumênio (Li2O, Al2O3. 4SiO2) com conteúdo de Li2O de até 8% aproximadamente, esta é uma grande atividade de consumo de energia seguida pelo processo de digestão ácida usando ácido sulfúrico concentrado a 250 ◦C (Salakjani, et al. 2020; Zenghu, et al. 2008). Este processo foi relatado como um dos métodos mais eficientes para extração de lítio na literatura. A Figura 3 abaixo indica as várias etapas do processo envolvidas na extração de lítio do mineral de lítio, com o produto final como carbonato de lítio (Li2CO3) e seu subproduto como escória de lítio.
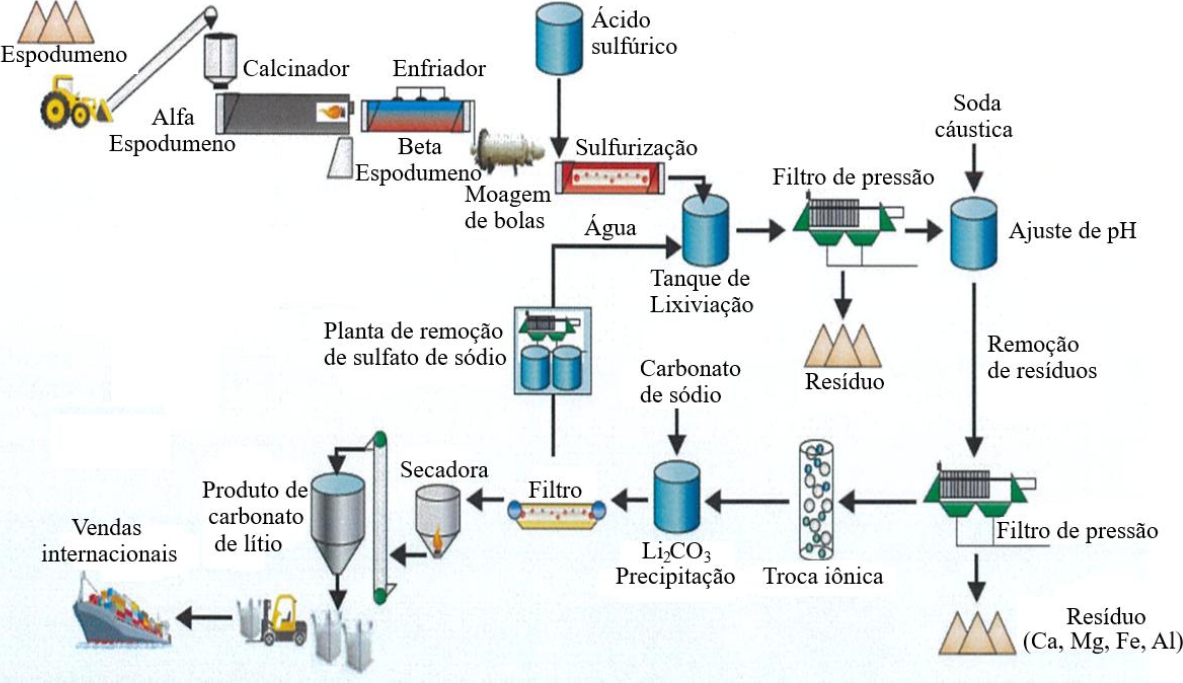
Figura 3. Processo de extração de lítio de minerais de α- espodumênio, Fonte: https://www.galaxyresources.com.au/project_Jiangsu.shtml
No entanto, devido ao processo de extração de lítio que utiliza H2SO4 concentrado, a escória de lítio assim produzida como subproduto pode apresentar alto teor de SO3. Assim, a reação com cálcio pode tender a produzir mais gesso, o que pode reduzir o tempo de início de pega.
Por esse motivo, sua substituição parcial em concreto OPC pode ser limitada em certa medida devido à limitação do teor ideal de gesso no concreto OPC. No entanto, pesquisas futuras podem refinar todas essas probabilidades.
Da mesma forma, sua extração por meio de um processo de cloração a partir de β - espodumênio pode levar à presença de cloretos que excedem o limite, que deve permanecer abaixo de 0,06% em peso do concreto, tanto em concreto convencional quanto em concreto de concreto reforçado com fibra (GPC). O potencial de corrosão do aço incorporado quando usado com escória de lítio extraída por cloração necessita de mais pesquisas.
No entanto, com a literatura limitada disponível sobre escória de lítio em relação à cinza volante, sua composição amorfa de aluminossilicato pode torná-la um potencial material cimentício suplementar em bases semelhantes às da cinza volante e escória, etc. (Lu et al., 2019; Tan et al., 2015). Devido às potenciais similaridades do DBS com o SCM de cinza volante e suas atividades pozolânicas, ele pode ser uma alternativa futura ao SCM para a produção de cimento misto, o precursor do concreto geopolimérico e agente estabilizante para solos frágeis como substituto do cimento estabilizante convencional.
Portanto, a DBS pode ser uma potencial alternativa ao SCM, que pode substituir a lacuna que pode resultar da atividade reduzida de usinas termo-elétricas a carvão em algumas partes do mundo, tendo em vista futuras iniciativas inovadoras de energia mais verde com pegada de carbono reduzida.
3. GEOPOLÍMERO ATIVADO COM ÁLCALIS COMO PRECURSOR de CIMENTOS COM ADIÇÕES
Subprodutos de SCMs, como cinzas volantes, escória (Escória Granulada de Alto Forno Moída - GGBS) e microsílica (SF), são utilizados com cimento OPC, conforme a norma AS 3972, na Austrália, para produzir cimento misto ou composto (GB). Por exemplo, o cimento de baixa temperatura (Cimento LH) é o tipo de cimento produzido por fabricantes de cimento com 35% de cimento de uso geral (GP) e 65% de GGBS, enquanto outras misturas de cimento misturado podem ser produzidas por fabricantes de cimento ou por fabricantes de concreto com proporções variáveis de SCMs, conforme a norma AS 3582, onde a substituição parcial de GP por SCMs é realizada para reduzir seus impactos ambientais associados à emissão de GEE.
Na última década, a demanda por baterias de íons de lítio (LIBs) aumentou quase oito vezes para atender aos consumidores de eletrônicos e veículos elétricos (EDV). Foi reconhecido que as atividades de transporte, principalmente associadas a automóveis de passeio, são responsáveis por cerca de um quarto das emissões de gases de efeito estufa (GEE) nos EUA (EPA 2016, Emissões e Sumidouros de GEE nos EUA).
Prevê-se que a adoção em larga escala de veículos elétricos (VEs) até 2050 será a tendência futura no setor de transportes para mitigar seus impactos negativos nas mudanças climáticas. Isso poderia levar a uma redução de 70% nas emissões de CO2 e é visto como a medida mais tangível sob a perspectiva do aquecimento global nos próximos anos (Scown et al., 2013). O armazenamento de energia renovável (solar) e seu uso sob demanda também dependem de baterias. Além disso, para geopolímeros ativados por álcalis, os SCMs de alumino -silicato (FA, GGBS e MK) são aqueles que podem ser predominantemente para mistura de uma ou duas partes de ligantes geopoliméricos usados em aplicações de concreto (Luukkonen, et al. 2018; Oderji, et al. 2019).
Silicato de lítio de β -espodumênio está se tornando o mineral mais explorado para a produção de lítio para baterias, gerando 10 toneladas de DBS como subproduto para cada tonelada de lítio extraído como carbonato de lítio (He et al., 2018). Assim como o descarte de cinzas volantes, seu descarte ineficaz pode impactar negativamente tanto o solo quanto as águas subterrâneas por meio da lixiviação de SO4 e F.
β - Espodomene com sua composição química como Li2O, Al2O3. 4SiO2 antes do processamento tem um teor teórico de Li2O em torno de 8,0% aproximadamente e após a lixiviação, o subproduto dos processos de extração de minerais de lítio, também conhecido como “Material de Espodomeno Lixiviado” ou “Beta Espodomene de Lítio”, compreende predominantemente quartzo (SiO2) e óxido de alumínio (Al2O3), que é de natureza pozolânica semelhante à cinza volante SCM com composição de SiO2 e Al2O3 em peso superior a 80% (Liu, et al, 2019a).
Os processos de extração de lítio (que podem ser Li2CO3 ou LiOH ou em outra forma molecular) têm um impacto significativo na composição da escória de lítio e, consequentemente, na sua ativação alcalina como ligante geopolimérico para aplicações em concreto. Estudos anteriores demonstraram que a substituição de 10 a 30% do cimento por cinza volante resultou na melhoria da resistência à compressão do concreto convencional ( Marthong e Agrawal, 2012; Mohamed, 2011; Wankhede e Fulari, 2014).
A Tabela 2 abaixo resume a composição elementar do DBS em comparação com a composição de cinzas volantes, GGBS e SF. Sua composição de aluminossilicato semelhante à da cinza volante SCM sustenta seu potencial de uso (Bob et al., 2017).
Tabela 2. Composição Elementar do SCM
| Composto | SSMs | Anidro Alcalino Ativador | Cimento GP típico | Areia Padrão | |||
| Cinzas volantes (Collie, Washington) | GGBS | SF | β-ESPODOMENO lixiviado (DBS) | Pentahidrato de Metassilicato de Sódio | |||
| SiO2 | 53 | 32,4 | 93,67 | 57,22 | 46.21 | 17-25 | 98,4 |
| Al2O3 | 26 | 13 | 0,83 | 21,28 | - | 3-8 | 0,41 |
| Fe2O3 | 1.1 | 0,65 | 1.3 | 0,87 | - | 0,5-6 | 0,36 |
| CaO | 1,5 | 41,9 | 0,31 | 8.41 | - | 60-70 | 0,16 |
| * Na2O | 0,4 | 0,15 | 0,4 | 0,28 | 50,78 | 0,5-1,3 | 0,01 |
| * K2O | 0,8 | 0,35 | 1,63 | ||||
| TiO2 | 0,15 | ||||||
| MgO | 5.5 | 0,15 | 0,1-4,5 | ||||
| P2O5 | 0,11 | ||||||
| SO3 Total Solúvel | 0,2 | 2.2 | 2.9 | 2.4 | |||
| ZrO2 | |||||||
| Cr | |||||||
| MnO | |||||||
| *LEI | 0,9 | 5,83 | 1.1 | ||||
| SG (g/ cc ) | 2,33 | 2,89 | 2.22 | 3.14 | 2,64 | ||
| CO2 incorporado | 0 | 0,190 | 0,2* | 1,86 # | |||
* He et al, 2018, # Ma et al, 2018
Com o desenvolvimento de ligantes geopoliméricos, sua ação cimentante é derivada da ativação por material alcalino, que pode estar na forma hidratada ou anidra. Quando materiais aluminossilicatos, como cinzas volantes e escórias, reagem com um material alcalino, produzem um material com propriedades ligantes ( Glukhovsky et al., 1957; Davidovits, 1984), conhecidos como geopolímeros ou materiais ativados por álcalis (MAAs). Comparados aos OPCs, os MAAs são mais ecologicamente corretos, pois emitem quantidades muito menores de CO2 . para a atmosfera (Van Deventer, et al. 2010; Duxson, et al. 2007).
Os AAMs têm outras vantagens, como melhor resistência ao fogo, ataque ácido e reação álcali-sílica (Davidovits, 1991; Rashidian-Dezfouli e Rangaraju, 2021; Kupwade-Patil e Allouche, 2013), além de alto ganho de resistência inicial, propriedades mecânicas superiores (Fernández-Jiménez, et al. 1999; Hardjito, et al. 2004) quando usados como ligantes no concreto e têm a capacidade de substituir o OPC em até 100% para serem ecologicamente corretos. Resultados de estudos anteriores do autor mostraram que a técnica de mistura de geopolímeros de uma parte é adequada para aplicação em campo. No entanto, isso requer um precursor misturado com porcentagem de escória, que pode variar de 30 a 40% de escória, ativada com ativador sólido - metassilicato de sódio pentahidratado (Na2SiO3.5H2O).
Com esta aplicação de mistura de geopolímeros, foram mostrados resultados promissores de resistência à compressão no ambiente da rede rodoviária (Cheema, 2012), conforme mostrado na Figura 4, a seguir.
Figura 4. Calçada de concreto para pedestres
Foi observado uma tendência de aumento da resistência do geopolímero em relação ao concreto convencional OPC conforme mostrado na Fig. 5.
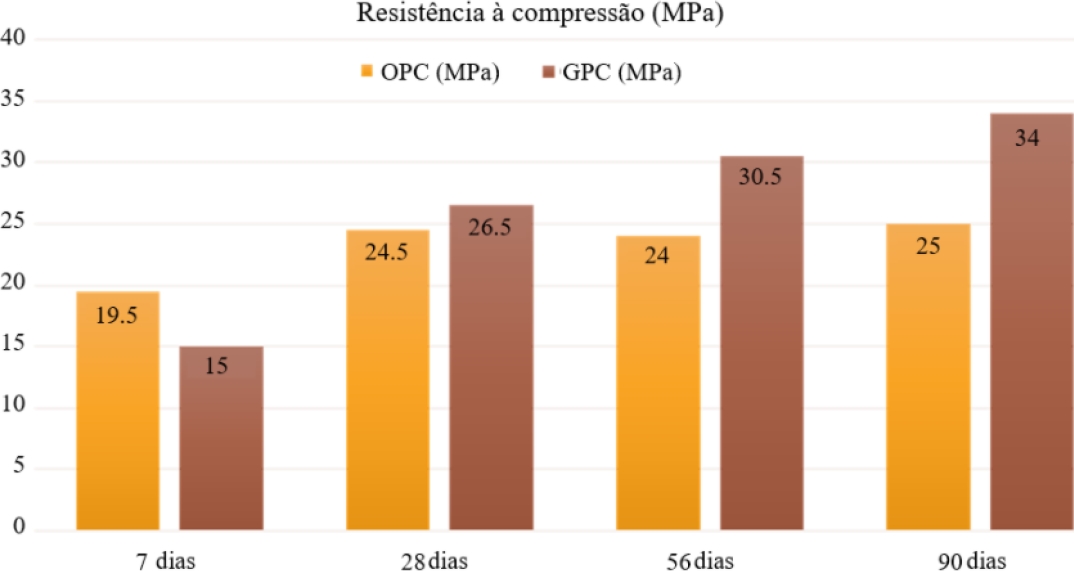
Figura 5(a). Tendência de crecimento da resistência à compressão do GPC com cinzas volantes e 30% de escória.
De forma semelhante, dependendo da natureza do processo de extração de lítio de um mineral como carbonato ou hidróxido de lítio, seu resíduo de sulfito tem influência em sua ligação.
Investigação preliminar demonstrou resultados promissores como uma alternativa potencial ao concreto convencional quando a escória de lítio é usada em combinação com escória de ferro em uma mistura de parte de ligante geopolimérico com concreto que empregou cimento à base de cinza volante e escória. A Figura 5 (b) abaixo indica a tendência da resistência à compressão da escória de lítio com várias combinações de escória, com misturas como GP1 (0% escória), GP2 (10% escória), GP3 (20% escória), GP4 (30% escória) e GP5 com 40% de escória (Ali Shah et al., 2020).
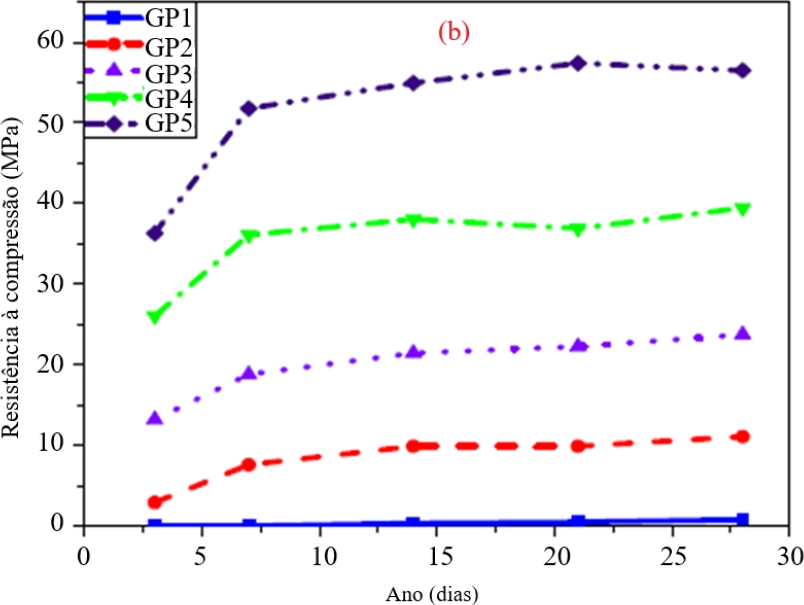
Figura 5 (b). Tendência da resistência à compressão do GPC com teores crescentes de escória de lítio.
4. GGBFS - MISTURA DE ESCÓRIA COM CINZAS VOLANTES E ESCÓRIA DE LÍTIO SCM COMO POTENCIAL PRECURSOR PARA CONCRETO GEOPOLÍMERICO
Tanto a cinza volante quanto a escória de lítio, quando usadas em combinação com GGBS em proporções semelhantes, aproximadamente em uma formulação de geopolímero, apresentaram melhor tempo de pega e resistência à compressão em condições de cura ambiente. Isso é visto como mais prático do ponto de vista da segurança em comparação ao manuseio de produtos químicos na forma líquida para a mistura de duas partes do ligante geopolímero no ambiente de campo. A mistura de cinza volante com GGBFS (variando de 5 a 10%),parece ter um potencial de sustentabilidade aprimorado e é adequado também para cura ambiente. Portanto, uma aplicação adequada de SCM na produção de cimento ou concreto pode contribuir para uma economia significativa nas emissões de CO2, o que também pode formar a base da Declaração Ambiental do Produto (EPD) para o produto acabado pelo produtor.
A EPD de SCMs predominantes e alternativos depende de sua localização e processos de fornecimento, como, com a tendência futura de disponibilidade de DBS em WA e com sua inclusão aprovada em AS 3582 (AS 3582-4), o DBS pode ser visto como SCM preferencial compatível com outros SCMs padrão para ligantes geopolímeros e também para substituição parcial de OPC em concreto convencional. Atualmente a DAP dos SCMs predominantes, que formam a base do seu potencial de sustentabilidade, depende do seguinte:
- Cinzas volantes – um subproduto de usinas elétricas a carvão, as cinzas volantes são consideradas como não tendo impacto ambiental como substituição do OPC para atingir o aspecto de descarbonização e sustentabilidade.
- A alocação de EPD da GGBS é baseada em seus impactos econômicos e ambientais.
- A sílica ativa é um subproduto da produção de silício e não é considerada como um problema ambiental para fins de sua EPD.
- Os impactos ambientais do metacaulim (MK) são alocados com base na calcinação da argila de caulim e seu EPD depende de sua alocação econômica.
- A escória de lítio como um SCM alternativo pode ser considerada como não gerando nenhum impacto ambiental para os propósitos de sua EPD.
Embora o desenvolvimento de ligantes geopoliméricos e concreto geopolimérico (GPC) e a identificação de suas possibilidades de aplicação tenham avançado significativamente nas últimas três décadas, de acordo com sua classificação EPD, o desenvolvimento permaneceu ofuscado por diversas restrições, como: restrições de propriedade intelectual, ausência de padrões e métodos de teste específicos (daí os riscos associados à garantia e indenização dos produtos), falta de confiança na cadeia de suprimentos local de AAMs e falta de entendimento por parte das indústrias para sua adoção. Isso ocorre, embora a pegada de CO2 do GPC seja de cerca de 20% por tonelada, em comparação com o concreto OPC, devido à presença de resíduos de natureza pozolânica (SCMs) – subprodutos utilizados nele, com significativamente menos CO2 incorporado.
A WA Tianqi Lithium Corporation (TLC), por meio da Tianqi Lithium Energy Australia (TLEA), está investindo em seu processamento downstream para o desenvolvimento de operações de energia limpa. Isso indica que seu produto downstream, como TAS (material de aluminossilicato deslitiado da Tianqi), apresentou boa atividade pozolânica, semelhante à cinza volante, e sua substituição parcial de até 20% de OPC em concreto doméstico de 20 MPa e 24% em concreto estrutural de 40 MPa é comparável à cinza volante SCM. A Tabela 3 abaixo resume essas descobertas (Munn et al., 2017).
Tabela 3. Aplicações parciais de SCM em concreto convencional
| Propriedades do concreto | 20MPa - 20% de cinza volante | 20MPa - 20%TAS | 40 MPa - 24% de cinza volante | 40MPA - 24% TAS | |
| Resistência à compressão [MPa] | 3 dias | 10.0 | 10,5 | 26,5 | 27-0 |
| 7 dias | 14.0 | 16.0 | 32,5 | 37,0 | |
| 28 dias | 21.0 | 30,0 | 45,5 | 55,0 | |
| 90 dias | 26,5 | 34,0 | 57,5 | 64,0 | |
| Retração por secagem [μm] | 21 dias | 410 | 530 | 580 | 580 |
| 56 dias | 550 | 650 | 720 | 670 | |
| 90 dias | 570 | 680 | 770 | 720 | |
A escória de lítio, devido à sua composição química semelhante à da cinza volante (ou seja, SiO₂ e Al₂O₂ > 80%, em peso), pode ser um potencial precursor de aluminossilicato para ligantes geopoliméricos monocomponentes, semelhante ao precursor de cinza volante misturada, como alternativa às aplicações de concreto OPC convencional de alta intensidade energética. Com a literatura limitada disponível sobre escória de lítio, ainda que relativa à composição da cinza volante (Lu et al., 2019; Tan et al., 2015), a mistura de concreto geopolimérico adequadamente projetada usando escória de lítio pode ter o potencial de reduzir em 80% as emissões de CO₂ e 60% o consumo de energia (Oderji et al., 2019).
A EPD da escória de lítio é um subproduto semelhante a outros SCMs (cinzas volantes e GGBFS ou em sua forma misturada) e pode ter potencial semelhante de redução da pegada de CO2. A EPD pode ainda estar sujeita a um sistema de verificação independente, conforme a norma EN15804, com relação a dados transparentes e comparáveis ao longo do ciclo de vida do produto, em conformidade com a norma ISO 14025.
Portanto, no futuro, o uso de produtos com base em sua EPD pode ser visto como medidas mais tangíveis das consequências do aquecimento global e pode ser uma Declaração Climática (DC) mais satisfatória, que, juntamente com outros esquemas regulatórios, como crédito de carbono e assim por diante, pode ser vista como um meio de atingir os objetivos de redução de emissões de CO2.
Além disso, iniciativas futuras na busca de objetivos do programa de Certificação de Carbono Neutro em todo o mundo tornariam os produtores de concreto cada vez mais obrigados a usar os SCMs disponíveis para seus produtos com menor CO2 incorporado de forma holística, com o respaldo da EPD.
5. CONCLUSÃO
A pegada de GPC-CO2 com cinza volante é de cerca de 20% por tonelada em comparação com o OPC/tonelada para concreto. Com a composição amorfa de aluminossilicato da escória de lítio e sua atividade pozolânica semelhante à da cinza volante, o DBS/LS pode ser um potencial material cimentício suplementar (SCM) alternativo para ligantes geopoliméricos ou para substituição parcial do OPC em concreto convencional em bases semelhantes, como cinza volante e escória. Pesquisas futuras podem refinar o uso do DBS como um SCM alternativo em uma variedade de aplicações na construção de infraestrutura.
6. RECONHECIMENTO
O autor reconhece o apoio prestado pelo Gerente, Sr. Les Marchant, da Divisão de Engenharia de Materiais e pelo laboratório MRWA na realização do estudo experimental de concreto geopolimérico monocomponente e bicomponente, bem como na investigação de algumas descobertas preliminares sobre o DBS como uma potencial alternativa ao SCM. As opiniões expressas neste artigo são do autor e não necessariamente da organização à qual o autor está afiliado.
7. REFERÊNCIA
Australian Standard (1997), AS 3972-1997, Portland and blended cements. Published by Standards Australia GPO Box 476, Sydney, NSW 2001, Australia ISBN 0-7337-0885-4.
Australian Standard (1998), AS 3582.1-1998 Supplementary cementitious materials for use with portland and blended cement, Part 1: Fly ash.
Fernández-Jiménez, A., Palomo, J. G., Puertas, F. (1999), Alkali-activated slag mortars: Mechanical strength behaviour, Cement and Concrete Research, Volume 29, Issue 8, August 1999, Pages 1313-1321. https://doi.org/10.1016/S0008-8846(99)00154-4
Bansal, R., Singh, V., Pareek, R. K. (2015), Effect on Compressive Strength with Partial Replacement of FlyAsh. International Journal on Emerging Technologies 6(1): 1-6. ISSN No. (Print): 0975-8364, ISSN No. (Online): 2249-3255
Battelle (2002). Toward a sustainable cement industry: climate change substudy.
Munn, B., Ghishi, M., Skut, J. (2017), 27th Biennial Conference, Adelaide, CIA.
Worldometer (2024), Coal, Available at: https://www.worldometers.info/coal/.
Davidovits, J. (2002), “Environmentally Driven Geopolymer Cement Application”, Geopolymer Conference, Melbourne.
Hardjito, D., Wallah, S. E., Sumajouw, D. M. J., Rangan, B. V. (2004), Factors influencing the compressive strength of fly ash-based geopolymer concrete, Civil Engineering Dimension, Vol. 6, No. 2, 88–93, September 2004 ISSN 1410-9530. Available at: https://www.researchgate.net/publication/2684402
Cheema, D. S. (2012), “Low calcium fly ash geopolymer concrete – a promising sustainable alternative for rigid concrete road furniture”, 25th ARRB Conference- Shaping the future: Linking policy, research and outcomes, Perth, Australia 2012.
EPA (2016), Inventory of US Greenhouse Gas Emissions and Sinks: 1990—2014EPA430- R-16-002 (https://www.epa.gov/ghgemissions/inventory-us-greenhouse-gas-emissions-and-sinks)
Davidovits, J. (1991), Geopolymers: Inorganic polymeric new materials. Journal of Thermal Analysis 37, 1633–1656. https://doi.org/10.1007/BF01912193
Davidovits, J. (1984), Synthetic mineral polymer compound of the silicoaluminates familyand preparation process, United States Patent 4,472,199. Available at: https://patentimages.storage.googleapis.com/66/d6/05/41182c59dd28e3/US4472199.pdf.
Van Deventer, J. S. J., Provis, J. L., Duxson, P., Brice, D. G. (2010), Chemical Research and Climate Change as Drivers in the Commercial Adoption of Alkali Activated Materials. Waste and Biomass Valorization, Volume 1, pages 145–155. https://doi.org/10.1007/s12649-010-9015-9
Rashidian-Dezfouli, H., Rangaraju, P. R. (2021), Study on the effect of selected parameters on the alkali-silica reaction of aggregate in ground glass fiber and fly ash-based geopolymer mortars, Construction and Building Materials, Volume 271, 15 February 2021, 121549. https://doi.org/10.1016/j.conbuildmat.2020.121549
He, Z.-hai, Du, S.-gui, Chen, D. (2018), Microstructure of ultra high performance concrete containing lithium slag. J. Journal of Hazardous Materials, Volume 353, 5 July 2018, Pages 35-43. https://doi.org/10.1016/j.jhazmat.2018.03.063.
Hendriks, C. A., Worrell, E., Price, L., Martin, N., Ozawa Meida, L. (1999), The reduction of greenhouse gas emissions from the cement industry. Cheltenham, UK, IEA Greenhouse Gas R&D Programme, Report PH3/7.
Hardijito, D., Rangan, B. V. (2005), “Development and Properties of Low Calcium Fly Ash- Based Geopolymer Concrete”, Research Report - GC1, Faculty of Engineering, Curtin University of Technology, Perth, Australia.
Kupwade-Patil, K., Allouche, E. N. (2013), Impact of alkali silica reaction on fly ash-based geopolymer concrete, Journal of Materials in Civil Engineering, 25 (1): 131–139. https://doi.org/10.1061/(ASCE)MT.1943-5533.0000579
Liu, Z., Wang, J.-xiang, Li, L., Wang, D.-min (2019a), Characteristics of alkaliactivated lithium slag at early reaction age, Journal of Materials in Civil Engineering, 31(12). https://doi.org/10.1061/(ASCE)MT.1943-5533.0002970.
Lu, J., Yu, Z., Zhu, Y., Huang, S., Luo, Q., & Zhang, S. (2019). Effect of Lithium-Slag in the Performance of Slag Cement Mortar Based on Least-Squares Support Vector Machine Prediction. Materials, 12(10), 1652. https://doi.org/10.3390/ma12101652
Liu, Z., Wang, J., Jiang, Q., Cheng, G., Li, L., Kang, Y., Wang, D. (2019b), A green route to ustainable alkali-activated materials by heat and chemical activation of lithium slag. Journal of Cleaner Production. 225, 1184-1193. https://doi.org/10.1016/j.jclepro.2019.04.018.
Luukkonen, T., Abdollahnejad, Z., Yliniemi, J., Kinnunen, P., Illikainen, M. (2018). One-part alkali-activated materials: A review. Cement and Concrete Research, Volume 103, January 2018, Pages 21-34. https://doi.org/10.1016/j.cemconres.2017.10.001.
Imbabi, M. S., Carrigan, C., McKenna, S. (2013), Trends and developments in green cement and concrete technology. International Journal of Sustainable Built Environment, Volume 1, Issue 2, December 2012, Pages 194-216. https://doi.org/10.1016/j.ijsbe.2013.05.001
Garside, M. (2021), World and U.S. Cement Production 2010-2019, Statista. Available at: https://www.statista.com/statistics/219343/cement-production-worldwide.
Ma, C., Long, G., Shi, Y., Xie, Y. (2018), Preparation of cleaner one-part geopolymer by investigating different types of commercial sodium metasilicate in China. Journal of Cleaner Production, Volume 201, 10 November 2018, Pages 636-647. https://doi.org/10.1016/j.jclepro.2018.08.060.
Marthong, C., Agrawal, T. P. (2012), Effect of fly ash additive on concrete properties. International Journal of Engineering Research and Applications (IJERA), Vol. 2, Issue4, July-August 2012, pp.1986-1991, ISSN: 2248-9622.
Mohamed, H. A. (2011), Effect of fly ash and silica fume on compressive strength of self-compacting concrete under different curing conditions. Ain Shams Engineering Journal, Volume 2, Issue 2, June 2011, Pages 79-86. https://doi.org/10.1016/j.asej.2011.06.001
Oderji, S. Y., Chen, B., Shakya, C., Ahmad, M. R., Shah, S. F. A. (2019), Influence of superplasticizers and retarders on the workability and strength of one-part alkali-activated fly ash/slag binders cured at room temperature. Construction and Building Materials, Volume 229, 30 December 2019, 116891. https://doi.org/10.1016/j.conbuildmat.2019.116891.
Duxson, P., Provis, J. L., Lukey, G. C., Van Deventer, J. S. J. (2007), The role of inorganic polymer technology in the development of ‘green concrete, Cement and Concrete Research, Volume 37, Issue 12, December 2007, Pages 1590-1597. https://doi.org/10.1016/j.cemconres.2007.08.018
Andrew, R. M. (2019), Global CO2 emissions from cement production, Earth System Science Data, Volume 11, issue 4, 1675–1710. https://doi.org/10.5194/essd-11-1675-2019
Salakjani, N. K., Singh, P., Nikloski, A. N. (2020), Production of Lithium. A Literature Review Part 1: Pretreatment of Spodumene. Mineral Processing and Extractive Metallurgy Review. 41(5)335-348. https://doi.org/10.1080/08827508.2019.1643343
Scown, C. D., Taptich, M., Horvath, A., McKone, T. E., Nazaroff, W. W. (2013), Achieving deep cuts in the carbon intensity of US automobile transportation by 2050: complementary roles for electricity and biofuels. Environmental Science & Technology. 47 (16), 9044–9052. https://doi.org/10.1021/es4015635
Ali Shah, S. F., Chen, B., Ahmad, M. R., Haque, M. A. (2020), ‘Development of Cleaner One-part geopolymer from Lithium Slag’, Journal of Cleaner Production, Volume 291, 1 April 2021, 125241. https://doi.org/10.1016/j.jclepro.2020.125241
Tan, H., Li, X., He, C., Ma, B., Bai, Y., Luo, Z. (2015), Utilization of lithium slag as an admixture in blended cements: Physico-mechanical and hydration characteristics. Journal of Wuhan University of Technology-Material Science Edition. 30, 129–133. https://doi.org/10.1007/s11595-015-1113-x
Glukhovsky, V. D., Pashkov, I. A., Yavorsky, G. A. (1957), New building material, in Russian, Bulletin of Technical Information, GlavKievStroy, Kiev.
Wankhede, P. R., Fulari, V. A. (2014), Effect of fly ash on properties of concrete. International Journal of Emerging Technology and Advanced Engineering Website: https://www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal), Volume 4, Issue 7, 284–9.
WBCSD (2012), World Business Council for Sustainable Development, Sustainable, Construction.
Zenghu, Z. H. U., Chaoliang, Z. H. U., Xiaanming, W. E. N., Geqin, Z. H. U., Baoping, L. (2008). Progress in Production Process of Lithium Carbonate. Journal of SaltLake Research, 16(3),64-72.