
| Investigación Básica | https://doi.org/10.21041/ra.v11i3.542 |
Comportamiento de hormigones con adiciones puzolánicas y árido reciclado
Durability of concrete with pozzolanic admixtures and recycled aggregates
Desempenho do concreto com adições pozolânicas e agregado reciclado
H.
Gurdián1, P. Garcés1
![]() , E. Zornoza1
, E. Zornoza1
![]() ,
E.
García Alcocel1
,
E.
García Alcocel1
![]()
1 Dpto. de Ingeniería Civil, Universidad de Alicante, Alicante, España..
*Contact author: pedro.garces@ua.es
Recepción: 18 de junio de 2021.
Aceptación: 04 de agosto de 2021.
Publicación: 01 de septiembre de 2021.
| Citar como: Gurdián, H., Garcés, P., Zornoza, E., García Alcoce, E. (2021), "Comportamiento de hormigones con adiciones puzolánicas y árido reciclado", Revista ALCONPAT, 11 (3), pp. 17 – 30, DOI: https://doi.org/10.21041/ra.v11i3.542 |
Resumen
Se evalúan las propiedades mecánicas y de durabilidad de hormigones de bajo impacto ambiental con sustituciones de cemento por subproductos industriales (35% cenizas volantes y 15% catalizador de craqueo catalítico) y de áridos gruesos por áridos reciclados (20% y 100%). Los hormigones estudiados se han sometido a ensayos de caracterización mecánica, porosidad, permeabilidad al aire y nivel de penetración del ion cloruro. Los resultados obtenidos muestran que las propiedades mecánicas se ven reducidas con el incremento en las proporciones de árido reciclado y de los residuos utilizados como sustitución en la matriz cementante, mientras que las propiedades de durabilidad se ven únicamente afectadas por el aumento en el porcentaje de áridos reciclados. Todos los hormigones estudiados son aptos para ser utilizados como hormigón estructural.
Palabras clave: árido reciclado, residuo de catalizador del craqueo del petróleo, ceniza volante,
hormigón, propiedades mecánicas, durabilidad.
Abstract
Mechanical and durability properties of concrete with a reduced environmental impact have been evaluated. This approach consist of replacing 50% of Portland cement by fly ash (35%) and spent catalytic cracking catalyst (15%), and also substituting a 20% and 100% of natural coarse aggregates by recycled aggregates. The performance of the prepared concrete consisted of mechanical tests, porosity, air permeability and chloride penetration. The obtained results show that the mechanical performance is significantly reduced in concretes with recycled aggregates and pozzolanic binder, but durability-related properties are only affected by the use of recycled aggregates. Nevertheless, all the tested formulations are suitable for their use as structural concretes.
Keywords:
recycled aggregate,
spent catalytic cracking catalyst,
fly ash,
concrete,
mechanical properties,
durability.
Resumo
As propriedades mecânicas e de durabilidade de concreto com baixo impacto ambiental são avaliadas com substituições de cimento por subprodutos industriais (35% cinzas volantes e 15% catalisador de craqueamento catalítico) e de agregados graúdos por agregados reciclados (20% e 100%). Os concretos estudados foram submetidos a ensaios de caracterização mecânica, porosidade, permeabilidade ao ar e nível de penetração do íon cloreto. Os resultados obtidos mostram que as propriedades mecânicas são reduzidas com o aumento das proporções de agregado reciclado e de resíduos usados como substituição na matriz cimentícia, enquanto as propriedades de durabilidade são afetadas apenas pelo aumento na porcentagem de agregados reciclados. Todos os concretos estudados são adequados para uso como concreto estrutural.
Palavras-chave:
agregado reciclado,
resíduo de catalisador do craqueamento de petróleo,
cinzas volantes,
concreto,
propriedades mecânicas,
durabilidad.
1. IntroducciÓn
La creciente demanda de materiales para su uso en la construcción ha generado que la industria dirija sus esfuerzos hacia el reciclaje y reutilización de materiales pétreos y otros residuos derivados de la propia industria. En este sentido, el principal enfoque de esta investigación ha sido la sustitución de árido natural por árido reciclado y de cemento Portland por subproductos industriales en distintos hormigones con el fin de demostrar su viabilidad para ser utilizados en la fabricación de hormigones estructurales. Esto permitiría minimizar los impactos de las canteras y vertederos de residuos. Con este fin, numerosos autores han investigado sobre la influencia de materiales puzolánicos en las propiedades mecánicas y de durabilidad del hormigón, demostrando que estos materiales pueden ofrecer mejoras importantes en sus propiedades (Hooton, 2015, Paris et at., 2016, Yin et al., 2018). Uno de los materiales suplementarios que más investigación ha generado en su caracterización como material puzolánico es la ceniza volante. En general, se considera viable la utilización de cenizas volantes por sus altas propiedades puzolánicas, siendo sus ventajas notorias sobre las propiedades mecánicas y de durabilidad del hormigón a largo plazo (Bijen, 1996, Herath et al., 2020). Otro material suplementario que ha generado un gran interés es el residuo del catalizador de craqueo de petróleo (FCC). Diferentes trabajos han mostrado que este residuo puede llevar a mejoras en la resistencia a compresión del 20-30% a corto plazo, y su influencia significativamente positiva en la durabilidad del hormigón, lo que lo sitúa como un sustituto eficaz del cemento, a un nivel equivalente a otras puzolanas más utilizadas como el metakaolín o el humo de sílice (García de Lomas et al., 2016, Garcés et al., 2011, Borrachero et al., 2021).
Por otra parte, se han llevado a cabo numerosos trabajos de investigación con el objetivo de caracterizar el efecto de la utilización de áridos de hormigones reciclados en las características resistentes y durabilidad del hormigón (Chaofeng et al., 2021, Hoai-Bao et al. 2020).
En los últimos años se han desarrollado diversas investigaciones donde se han utilizado materiales suplementarios y la sustitución parcial o total de los áridos por áridos reciclados (Corinaldesi and Moriconi, 2009, Sim and Park, 2011, Kou, 2011). Así Corinaldesi y Moriconi experimentaron con hormigones elaborados en su totalidad con árido reciclado grueso y fino y sustituciones de cemento Portland por ceniza volante y humo de sílice, y encontraron que se pueden desarrollar propiedades óptimas en los hormigones si los porcentajes de sustitución se estudian y planifican correctamente.
Sin embargo, apenas se pueden encontrar estudios que combinen ceniza volante y residuo FCC como materiales puzolánicos sustituyentes del cemento Portland en la matriz cementicia de hormigones reciclados (Payá et al., 2016, Zornoza et al., 2008).
Esta investigación tiene como objetivo evaluar las propiedades mecánicas y de durabilidad de hormigones de bajo impacto ambiental que combinan sustituciones del 20% y 100% de árido natural por árido reciclado y del 50% del cemento Portland por materiales puzolánicos (35% ceniza volante y 15% catalizador craqueo catalítico).
2. Materiales y procedimiento experimental
2.1 Materiales
Para la elaboración de las probetas se han utilizado dos tipos de matrices cementantes: una compuesta en su totalidad por cemento Portland (CP); y una matriz alternativa (MA) compuesta por un 50% de CP, 35% de cenizas volantes (CV) y 15% de catalizador de craqueo catalítico (FCC).
El cemento utilizado ha sido Portland tipo CEM I 52,5 R designado según la Normativa Europea UNE-EN 197-1:2000. Las CV empleadas como sustitución del cemento en el hormigón provienen de Holcim España y se han utilizado según se suministraron, sin aplicarles ningún tratamiento antes de su uso. El FCC fue suministrado por BP Oil España (Castellón). La composición química del cemento y las puzolanas utilizadas, obtenidas por fluorescencia de rayos X, se muestran en la Tabla 1.
Se han utilizado dos tipos de árido grueso en la fabricación del hormigón: Árido de naturaleza caliza (AN), procedente de triturado, y Árido Reciclado (AR), proveniente de la demolición y trituración de desechos de hormigón en masa, ambos suministrados por Holcim Morteros S.A. El proveedor certifica los siguientes porcentajes de impurezas presentes en los áridos reciclados: Arcillas < 5%, partículas ligeras < 1%, asfalto < 1%, otras impurezas < 1%; cumpliendo así con los límites establecidos en la Instrucción Española de Hormigón Estructural (EHE-08) sobre las propiedades de los áridos reciclados para hormigón. La arena utilizada para la elaboración de las probetas es una arena caliza de machaqueo procedente de la cantera de Fontcalent (Alicante), suministrada por la empresa Holcim Morteros S.A. Las propiedades de los áridos y arena utilizados en las amasadas y las curvas granulométricas de los mismos se muestran en la Tabla 2 y Figura 1 respectivamente. Como aditivo se utilizó un superplastificante Sikament 200R, exento de cloruros y que permite obtener hormigones muy fluidos, incluso en tiempo caluroso.
| Tabla 1. Composición química del cemento y puzolanas. | ||||||||||||||
| % | CaO | SiO2 | Al2O3 | MgO | Fe2O3 | SO3 | Na2O | K2O | P.F.* | S.D.* | Densidad (g/cm3) | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CP | 62,87 | 20,21 | 4,94 | 1,05 | 2,85 | 3,37 | 0,10 | 0,95 | 2,34 | 1,32 | 3,1 | |||
| FCC | 0,11 | 46,04 | 47,47 | 0,17 | 0,58 | 0,02 | 0,30 | 0,02 | 1,50 | 3,79 | 2,7 | |||
| CV | 9,83 | 40,94 | 24,65 | 1,59 | 13,59 | 1,60 | 0,34 | 1,40 | 2,44 | 3,62 | 2,8 | |||
| *P.F.: Pérdida al fuego. S.D.: Sin determinar. | ||||||||||||||
| Tabla 2. Propiedades generales de los áridos. | ||||||||||||||
| Propiedad | Normativa | AN | AR | Arena | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Módulo granulométrico | UNE-EN 933-1 | 8,3 | 8,0 | 3,1 | ||||||||||
| Densidad aparente | UNE-EN 1097-6 | 2700 | 2490 | 2690 | ||||||||||
| Absorción de agua | UNE-EN 1097-6 | 0,6 | 4,5 | 0,6 | ||||||||||
| Coeficiente de Los Ángeles | UNE-EN 1097-2 | 21,1 | 30,3 | - | ||||||||||
 |
||||
| Figura 1. Granulometría de los áridos utilizados. | ||||
2.2 Procedimiento experimental
Se elaboraron seis composiciones distintas (Tabla 3) con el fin de evaluar la influencia que tienen los áridos reciclados y los materiales cementicios complementarios (CV y FCC) sobre las propiedades de durabilidad del hormigón:
Con la finalidad de poder comparar los distintos hormigones entre sí, las sustituciones de árido natural por árido reciclado se realizan por volumen. La relación agua efectiva / material cementante de 0,50 se mantiene constante. Esto se logra agregando al agua total de amasado el agua de absorción de los áridos a 10 minutos, tiempo que dura el proceso de amasado. El valor de asentamiento, obtenido por el método del cono de Abrams (UNE-EN 12350-2:2009), se mantiene constante en todos los casos con el uso de aditivo, lo que permite partir de una misma trabajabilidad en todos los hormigones.
Un total de 60 probetas cilíndricas de Ø150x300 mm fueron amasadas para llevar a cabo los ensayos de rotura a compresión y permeabilidad al aire a 28 y 365 días; y 6 probetas cilíndricas de Ø100x250 mm para los ensayos de resistencia a la penetración de cloruros a 28 días. Las probetas se elaboraron según el procedimiento descrito en la norma ASTM C192/C192M-07. El agua de amasado se agrega en dos etapas; 1/3 se agrega con los áridos gruesos y el resto después de introducir la arena y el cemento, reservando un poco para agregar el aditivo al final. El tiempo de amasado es de 10 minutos. Una vez amasadas las probetas se curaron en cámara húmeda (95% HR, 23 ºC) hasta ser ensayadas.
| Tabla 3. Dosificaciones empleadas en este trabajo. | ||||||||||||||
| 0%AR-CP | 0%AR-MP | 20%AR-CP | 20%AR-MA | 100%AR-CP | 100%AR-MA | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CP (kg/m3) | 380 | 190 | 380 | 190 | 380 | 190 | ||||||||
| CV (kg/m3) | 0 | 133 | 0 | 133 | 0 | 133 | ||||||||
| FCC (kg/m3) | 0 | 57 | 0 | 57 | 0 | 57 | ||||||||
| atotal (kg/m3) | 195 | 195 | 200 | 200 | 216 | 216 | ||||||||
| aef (kg/m3) | 187 | 187 | 187 | 187 | 187 | 187 | ||||||||
| Arena (kg/m3) | 934 | 934 | 934 | 934 | 934 | 934 | ||||||||
| AN (kg/m3) | 981 | 981 | 785 | 785 | 0 | 0 | ||||||||
| AR (kg/m3) | 0 | 0 | 173 | 173 | 865 | 865 | ||||||||
| Aditivo* (%) | 1,6 | 1,8 | 1,6 | 1,8 | 1,6 | 1,6 | ||||||||
| Consistencia (mm) | 100 | 100 | 90 | 90 | 95 | 100 | ||||||||
| * La cantidad de aditivo se toma como un porcentaje sobre la cantidad de material cementante. atotal es la cantidad total de agua usada en el amasado. aef: es la diferencia entre el agua total presente en el hormigón fresco y el agua absorbida por los áridos. Interviene en la reacción de hidratación del cemento y la trabajabilidad del hormigón. | ||||||||||||||
2.2.1 Resistencia a la compresión
Para cada dosificación se utilizaron cuatro probetas cilíndricas de Ø150x300mm para ensayos de rotura a compresión a 28 y 365 días, siguiendo el procedimiento descrito por la norma UNE-EN 12390-3:2009.
2.2.2 Porosidad
La porosidad accesible al agua del hormigón endurecido se obtiene a partir de (1), siguiendo la norma ASTM C642-13.
 |
(1) | ||||
El peso saturado se obtiene saturando a vacío un trozo de cada una de las probetas ensayadas a compresión, siguiendo la norma ASTM C3652-05 ya que es el método más adecuado según el estudio comparativo que realiza Safiuddin y Hearn (Safiuddin and Hearn, 2005) sobre las distintas técnicas de saturación del hormigón. Se conecta una bomba al desecador y se realiza vacío por tres horas. Pasado ese tiempo, se abre el grifo de agua destilada y se continúa haciendo vacío por una hora más. Se para la bomba y se mantiene el vacío por 20±2 horas. Se sacan las muestras y se pesan en balanza hidrostática y superficialmente secas. A continuación, se secan a 110 ºC por 24 horas, se dejan enfriar y se obtiene el peso seco.
2.2.3 Permeabilidad al aire
Los ensayos de permeabilidad al aire se realizan a 28 y 365 días sobre secciones centrales de probetas cilíndricas de Ø150mm que fueron cortadas con una altura de 50mm. Como método de acondicionamiento se ha seguido el propuesto por Antón et al. (Antón et al., 2013) que permite alcanzar una humedad interior específica en el interior de la probeta, garantizando así que los seis hormigones estudiados se encuentran al mismo grado de saturación (65% en este caso) para poder ser comparados entre sí.
El procedimiento consiste primeramente en obtener la capacidad de absorción del hormigón a ensayar mediante la norma ASTM C642-13. Conocida la absorción, es posible determinar la masa de la probeta correspondiente a un grado de saturación específico. A continuación se saturan las probetas con agua destilada bajo vacío, según la norma ASTM C3652-05. El siguiente paso es proteger las superficies laterales de las probetas con cinta aislante para evitar la formación de gradientes de humedad en las mismas y se secan a 50ºC hasta conseguir el grado de saturación objetivo. Secando a 50ºC se minimizan las modificaciones micro-estructurales por exposición a temperaturas elevadas. Cuando las probetas alcanzan el grado de saturación (GS) objetivo, se sellan con una película de polietileno impermeable al vapor de agua, que garantice la estanqueidad y se vuelven a introducir en la estufa a 50ºC por 7 días en el caso de los hormigones estudiados. Esto se realiza para redistribuir la humedad en el interior del hormigón, según los trabajos desarrollados por Parrott (Parrot, 1994).
El coeficiente de permeabilidad al aire (kT) en hormigones con un GS del 65% se obtiene con el equipo Torrent Permeability Tester de Proceq. Este equipo consiste en una célula con doble cámara de vacío y un regulador de presión que asegura que el aire fluye en el ángulo correcto desde la superficie hacia su cámara interna (ver Figura 2). Esto permite el cálculo de kT a través de un ensayo rápido y no destructivo que puede realizarse tanto en laboratorio como in situ. Se realizan mediciones sobre 3 probetas en ambas caras para cada dosificación estudiada.
 |
||||
| Figura 2. Ensayo de permeabilidad con el equipo Torrent Permeability Tester y esquema de funcionamiento del equipo. | ||||
2.2.4 Resistencia a la penetración de cloruros
Se utiliza un método acelerado basado en la migración de cloruros por campo eléctrico siguiendo la Nordic Standard NT Build 492 que permite una evaluación aproximada comparativa de la resistencia a la penetración de cloruros. El ensayo se lleva a cabo en probetas de Ø100x50mm que han sido saturadas en una disolución de Ca(OH)2 saturada, siguiendo el procedimiento descrito en la norma. En este procedimiento se aplica axialmente a través de la muestra un potencial eléctrico externo que obliga a los iones cloruros a migrar hacia el interior de la muestra, como se observa en la Figura 3. Después de un cierto tiempo de ensayo, se rompe axialmente la probeta y se pulveriza una solución de nitrato de plata sobre una de las secciones recién divididas. La profundidad de penetración de cloruros se puede medir a partir de la formación del precipitado de nitrato de plata de color blanco y con esta profundidad de penetración se calcula el coeficiente de migración de cloruro en estado no estacionario (Dnssm), a través de la siguiente fórmula simplificada (2)
 |
(2) | ||||
donde U es el valor absoluto del voltaje aplicado, en voltios; T es el valor medio de la temperatura en la disolución del ánodo en ºC, medida al inicio y final del ensayo; L es el espesor de la probeta en mm; xd es el valor medio del frente de penetración en mm; y t es la duración del ensayo en horas.
 |
||||
| Figura 3. Migración de cloruros en el hormigón. Esquema de ensayo según la norma NT Build 492. | ||||
3. Resultados y discusiÓn
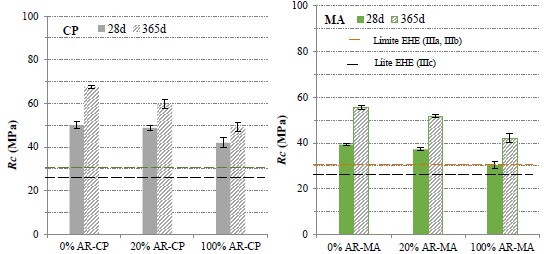
Respecto a la caracterización mecánica de los hormigones, se ha utilizado el valor medio de cuatro probetas para el análisis de la resistencia a compresión. La Figura 4 muestra los valores obtenidos de resistencia a compresión, donde el porcentaje expresado, seguido de AR, se refiere a la cantidad de árido reciclado presente en la mezcla; CP, se refiere a la matriz cementicia compuesta por CEM I 52,5 R; y MA a la matriz cementicia alternativa (35% ceniza volante, 15% catalizador de craqueo catalítico y 50% CP). En general, se observa que todos los hormigones superan los límites establecidos por la EHE-08 para ser utilizados como hormigón estructural (25 MPa) y como hormigón en zonas atmosféricas expuestas a un ambiente marino (30 MPa), aunque es notorio que los valores de resistencia a compresión son menores en todos los hormigones respecto al patrón (0%AR-CP), tanto a 28 como a 365 días. Los resultados muestran que conforme aumenta el porcentaje de sustitución de árido natural por árido reciclado se produce una disminución en la resistencia, coincidiendo con los resultados obtenidos por otros autores (Hansen, 1992, Poon, 2004, Etxebarria et al., 2007, Corinaldesi, 2010). Esto sucede tanto en los hormigones con CP como en los elaborados con MA. El uso de áridos reciclados afecta a esta propiedad debido a su mayor porosidad y al débil comportamiento de la microestructura por la existencia de distintas zonas de interfase, ya que además de la unión pasta-árido que presenta el árido reciclado, aparece otra zona de contacto entre la pasta del árido reciclado y la pasta nueva.
 |
||||
| Figura 4. Valores de resistencia a compresión a 28 y 365 días para los distintos hormigones estudiados. | ||||
En los distintos porcentajes de sustitución de AN por AR (0%, 20% y 100%) se hace patente que la resistencia de los hormigones con CP se encuentra por encima de aquellos elaborados con MA (Safiuddin and Hearn, 2005), ya que la contribución de estos materiales puzolánicos a la resistencia a compresión es más relevante a largo plazo. Se observa también que a 365 días la resistencia a compresión aumenta en todos los casos, siendo este aumento más significativo en aquellos hormigones con 0% y 20% de sustitución de AN por AR elaborados con la matriz cementante alternativa (0%AR-MA y 20%AR-MA), con un aumento del 25% respecto a la resistencia a 28 días en ambos casos.
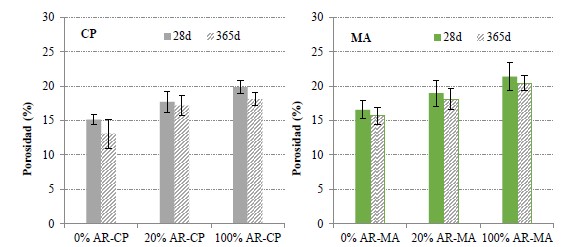
En lo referente a la porosidad (Figura 5), ésta aumenta a medida que se incrementa la sustitución de AN por AR (Chaofeng et al., 2021, Kou et al., 2011). Este aumento se debe en gran parte a la mayor porosidad del árido reciclado (Etxebarria et al., 2006). Es claramente observable en los resultados a 28 días que los hormigones más porosos son aquellos con sustitución total de árido natural por reciclado (100%AR-CP y 100%AR-MA) y que la porosidad se mantiene prácticamente constante en ambos casos, sin importar la matriz cementante.
 |
||||
| Figura 5. Valores de porosidad a 28 y 365 días en los hormigones estudiados. | ||||
Para el caso de hormigones con sustituciones de 20% y 0% de AN por AR, ésta es menor que la de los anteriores y se observa una aparente relación entre porosidad y matriz cementante, ya que, aunque disminuye, los valores más altos se observan para los hormigones con matriz alternativa (20%AR-MA y 0%AR-MA). A 365 días, la porosidad disminuye en los hormigones con un sólo tipo de árido, ya sea este natural o reciclado (sustituciones de 0% y 100%) y no se observa aumento significativo en aquellos con combinación de áridos (20%AR-CP y 20%AR-MA). Esto es debido a un mayor desarrollo completo de las reacciones de hidratación, con la consiguiente disminución de la porosidad capilar. A esta edad, se observa también que la porosidad aumenta a medida que se incrementa la cantidad de árido reciclado en la mezcla y que, para un mismo porcentaje de sustitución, el valor es mayor en los hormigones elaborados con la matriz alternativa, incluso en aquellos con sustituciones del 100%.
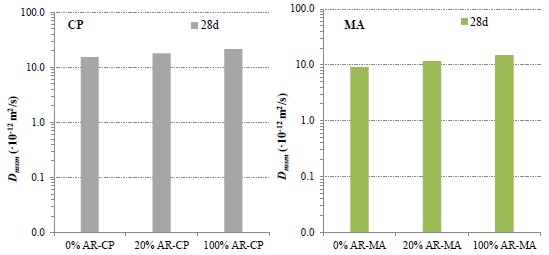
La Figura 6 muestra los valores de coeficiente de migración de cloruros obtenidos en hormigones curados durante 28 días y medidos según la NT Build- 492.
 |
||||
| Figura 6. Coeficiente de migración de cloruros a 28 días. | ||||
En la gráfica se observa que se produce un aumento del coeficiente de migración al aumentar la cantidad de AR en las mezclas, sin importar el tipo de matriz cementante utilizada, debido a la mayor porosidad del AR, coincidiendo con lo encontrado por Kou y Poon (Kou y Poon, 2010) y Kou et al. (Kou et al., 2011). El coeficiente de migración es menor en todos hormigones con MA, por lo que se puede afirmar que la presencia de CV y FCC en la matriz cementante conlleva a mejoras importantes en la estructura porosa, tanto para hormigones con AR como con AN. En los casos donde no hay sustituciones de árido reciclado (0%), el coeficiente de migración aumenta cuando la matriz se compone únicamente de CP, lo que significa que la matriz alternativa combinada con árido natural (0%AR-MA), se comporta incluso mejor que el patrón (0%AR-CP).
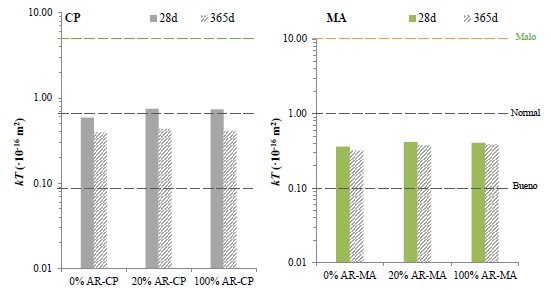
El coeficiente de permeabilidad al aire del hormigón (kT) se obtuvo mediante el método Torrent (Torrent, 1999), permitiendo clasificar la calidad del recubrimiento en bueno (0,01<kT<0,1), normal (0,1<kT<1) y malo (kT>1).
Los resultados obtenidos se presentan en la Figura 7. Estos representan el valor medio de tres muestras por cada tipo de hormigón
En términos generales, los resultados obtenidos indican que la permeabilidad al aire tiende a aumentar con el grado de sustitución de los áridos en ambas matrices cementantes Además, se puede observar que la matriz alternativa presenta una mayor resistencia al oxígeno que la matriz de cemento, tanto a corto como a largo plazo. Este comportamiento es debido a que una parte de las CV que no llegan a reaccionar actúan como filler en la matriz alternativa. No obstante, todos los hormigones presentan coeficientes de permeabilidad al aire inferiores a 1, por lo tanto, se ubican dentro de la clasificación “normal”, tanto a 28 como a 365 días.
Respecto a los resultados obtenidos a 28 días, en hormigones con matriz CP la sustitución del 20% y 100% del árido produce incrementos en la permeabilidad del 27% y 25% respecto al patrón; mientras que en hormigones con matriz MA los incrementos se sitúan en 15% y 13% respecto a su patrón. A 365 días, la tendencia de todos los hormigones es la misma, es decir, que el coeficiente de permeabilidad tiende a aumentar con la cantidad de árido reciclado en la mezcla.
En lo referente a la evolución de esta propiedad, se observa que los valores de permeabilidad de todos los hormigones disminuyen con el tiempo de curado, debido al completo desarrollo de la microestructura.
 |
||||
| Figura 7. Coeficientes de permeabilidad al aire a 28 y 365 días. | ||||
Los resultados de esta investigación indican que todos los cambios aplicados a los hormigones respecto al patrón (sustituciones de AN por AR y de CP por MA) reducen su comportamiento mecánico. Esto se debe, en el caso de las sustituciones de árido, a la alta porosidad del árido reciclado y a los porcentajes de sustitución; mientras que en el caso de la matriz cementante, se le atribuye al alto grado de sustitución de CP por CV y FCC, que puede limitar el desarrollo de la reacción puzolánica. Respecto a la porosidad, se observan dos tendencias: la porosidad depende de la matriz cementante cuando las sustituciones de AR son bajas; y cuando estas sustituciones son elevadas prevalece la influencia de la porosidad del árido sobre la porosidad total del hormigón.
En temas de durabilidad, los resultados obtenidos por los ensayos de permeabilidad al aire y migración de cloruros muestran que los hormigones con matriz alternativa son los que presentan mayor resistencia al ataque de agentes agresivos externos; comportándose incluso mejor que el hormigón patrón. Su eficacia frente al ataque de agentes externos está asociada a las reducciones de porosidad producidas por las adiciones puzolánicas utilizadas (CV y FCC). Sin embargo, estos resultados no pueden ser concluyentes a temprana edad por lo que necesitan ser completados con datos a largo plazo que permitan el completo desarrollo de la microestructura.
Además de los valores de porosidad estudiados, se detecta la presencia de otros factores que influyen en la permeabilidad y la resistencia al paso de cloruros de los hormigones, como la influencia del tamaño y conectividad de los poros, cuyo estudio se llevará a cabo mediante ensayos de porosimetría de intrusión de mercurio (PIM). Además, se profundizará en el estudio de influencia de la interfase matriz - árido en la migración de cloruros mediante la técnica de difracción de rayos-X (DRX) con el fin de determinar la existencia de sal de Friedel.
Se puede afirmar que, aunque existan variaciones en las propiedades de los hormigones estudiados que dependen del tipo de sustitución (árido o matriz), todos son aptos para ser utilizados como hormigón estructural ya que superan los límites fijados por la EHE.
4. Conclusiones
Una vez evaluada la influencia de la sustitución parcial del cemento por adiciones (CV y FCC) y de los áridos naturales por áridos reciclados en las propiedades físicas, mecánicas y de durabilidad del hormigón, se pueden establecer las siguientes conclusiones:
Referencias
Antón, C., Climent, M. A., de Vera, G., Sánchez, I., Andrade, C. (2013), An improved procedure for obtaining and maintaining well characterized partial water saturation states on concrete samples to be used for mass transport tests. Materials and Structures, 46, 1389-1400. https://doi.org/10.1617/s11527-012-9981-4
Borrachero, M. V., Payá, J., Monzó, J., Soriano, L., Tashima, M. M. (2021), Inorganic binders from petrochemical industry waste: The case of fluid catalytic cracking catalyst residue. Waste and Byproducts in Cement-Based Materials (Innovative Sustainable Materials for a Circular Economy), Woodhead Publishing Series in Civil and Structural Engineering. Pages 283-334. https://doi.org/10.1016/B978-0-12-820549-5.00003-6
Chaofeng, L., Zhedong, C., Huixia, W., Jianzhuang, X., Yuming, Z., Zhiming, M. (2021), “Chloride transport and induced steel corrosion in recycled aggregateconcrete: A review”. Construction and Building Materials, vol 282, 122547. https://doi.org/10.1016/j.conbuildmat.2021.122547
Corinaldesi, V. (2010), “Mechanical and elastic behaviour of concretes made of recycled-concrete coarse aggregates”. Construction and Building Materials, 24 (9), pp. 1616-1620. https://doi.org/10.1016/j.conbuildmat.2010.02.031
Corinaldesi, V., Moriconi, G. (2009), “Influence of mineral additions on the performance of 100% recycled aggregate concrete”. Construction and Building Materials, 23 (8), pp. 2869-2876. https://doi.org/10.1016/j.conbuildmat.2009.02.004
Garcés, P., Glasser, F.P., Brew, D.R.M., Zornoza, E., Payá, J. (2011), “Pozzolanic activity of a spent fluid catalytic cracking catalyst residue”. Advances in Cement Research, vol. 23, pp. 1-7. https://doi.org/10.1680/adcr.9.00036
García de Lomas, M., Sánchez de Rojas, M.I., Frías, M., Mújika, R. (2006), “Comportamiento científico-técnico de los cementos portland elaborados con catalizadores FCC. Aplicación de la norma vigente”. Monografía Materiales, No. 412, editado por el CSIC, Madrid, pags. 46.
Bijen, J. “Benefits of slag and fly ash”. Construction and Building Materials, 1996, 10 (5), pp. 309-314. https://doi.org/10.1016/0950-0618(95)00014-3
Etxeberria Vázquez, M. E., Marí, A. 2006, “Microstructure analysis of hardened recycled aggregate concrete”. Magazine of Concrete Research, 58 (10), pp. 683-690. https://doi.org/10.1680/macr.2006.58.10.683
Etxeberria, M., Marí, A. R., Vázquez, E. (2007), “Recycled aggregate concrete as structural material”. Materials and Structures, vol. 40, pp. 529-541. https://doi.org/10.1617/s11527-006-9161-5
Hansen, T. C. (1986), Recycled aggregates and recycled aggregate concrete second state-of-the-art report developments 1945-1985. Materials and Structures 19, 201-246. https://doi.org/10.1007/BF02472036
Herath, C., Gunasekara, C., Law, D. W., Setunge, S. (2020), “Performance of high-volume fly ash concrete incorporating additives: A systematic literature review”. Construction and Building Materials, vol. 258, 365606. https://doi.org/10.1016/j.conbuildmat.2020.365606
Hoai-Bao, L., Quoc-Bao, B. (2020), “Recycled aggregate concretes - A state-of-the-art from the microstructure to the structural performance”. Construction and Building Materials, Vol. 257, 119522. https://doi.org/10.1016/j.conbuildmat.2020.119522
Hooton, R. D. (2015), “Current developments and future needs in standards for cementitious materials”. Cement and Concrete Research, vol. 78, pp. 165-177. https://doi.org/10.1016/j.cemconres.2015.05.022
Kou, S.; Poon, C. (2010), “Properties of concrete prepared with PVA-impregnated recycled concrete aggregates”. Cement and Concrete Composites, 32 (8), pp. 649-654. https://doi.org/10.1016/j.cemconcomp.2010.05.003
Kou, S., Poon, C., Agrela, F. (2011), “Comparisons of natural and recycled aggregate concretes prepared with the addition of different mineral admixtures”. Cement and Concrete Composites, 33 (8), pp. 788-795. https://doi.org/10.1016/j.cemconcomp.2011.05.009
Kou, S., Poon, C., Etxeberria, M. (2011), “Influence of recycled aggregates on long term mechanical properties and pore size distribution of concrete”. Cement and Concrete Composites, 33 (2), pp. 286-291. https://doi.org/10.1016/j.cemconcomp.2010.10.003
Paris, J. M., Roessler, J. G., Ferraro, C. C., DeFord, H. D., Townsend, T. G. (2016), “A review of waste products utilized as supplements to Portland cement in concrete”. Journal of Cleaner Production, vol. 121, pp.1-18. https://doi.org/10.1016/j.jclepro.2016.02.013
Poon, C. S., Shui, Z. H., Lam, L., Fok, H., Kou, S. C. (2004), “Influence of moisture states of natural and recycled aggregates on the slump and compressive strength of concrete”. Cement and Concrete Research, 34 (1), pp. 31-36. https://doi.org/10.1016/S0008-8846(03)00186-8
Safiuddin, M.; Hearn, N. (2005), “Comparison of ASTM saturation techniques for measuring the permeable porosity of concrete”. Cement and Concrete Research, 35 (5), pp. 1008-1013. https://doi.org/10.1016/j.cemconres.2004.09.017
Sim, J., Park, C. 2011, “Compressive strength and resistance to chloride ion penetration and carbonation of recycled aggregate concrete with varying amount of fly ash and fine recycled aggregate”. Waste Management, 31 (11), pp. 2352-2360. https://doi.org/10.1016/j.wasman.2011.06.014
Soriano, L., Payá, J., Monzó, J., Borrachero, M.V., Tashima, M.M. (2016), “High strength mortars using ordinary Portland cement-fly ash-fluid catalytic cracking catalyst residue ternary system (OPC/FA/FCC)”. Construction and Building Materials, Volume 106, pp. 228-235. http://dx.doi.org/10.1016/j.conbuildmat.2015.12.111
Torrent, R. J. (1999). Un método rápido y no-destructivo para medir la permeabilidad al aire del hormigón. Materiales de Construcción, 49 (254), 51-56. https://doi.org/10.3989/mc.1999.v49.i254.450
Yin, K., Ahamed, A., Lisak, G. (2018), “Environmental perspectives of recycling various combustion ashes in cement production - A review”. Waste Management, vol.78 pp. 401-416. https://doi.org/10.1016/j.wasman.2018.06.012
Zornoza, E., Payá, J., Garcés, P. (2008), “Carbonation rate and reinforcing steel corrosion rate of OPC/FC3R/FA mortars under accelerated conditions”. Advances in Cement Research, 20 (1), pp. 15-22. https://doi.org/10.1680/adcr.2007.00008